Рейтинг статьи Загрузка…
Типоразмеры рожковых ключей
У любого инструмента существуют свои характеристики и параметры. Есть и общепринятые стандартные размеры рожковых ключей.
Чтобы определить размер, необходимо обращать внимание на пролет части, который имеют недвижные его губки. Это, так называемый, зев инструмента.
Ручка любого рожкового ключа имеет цифровую маркировку. Это тот размер в миллиметрах, который определяет ширину между губками.
Типоразмеры могут находиться в диапазоне от минимальных (2,5х3,2 мм) и до максимальных (70х80 мм). Это допустимые нормы ГОСТ, которые нельзя нарушать ни при каких условиях. В ГОСТ указываются и другие характеристики рожковых ключей, например:
- Производится специальный расчет максимальных отклонений размера зева;
- Любой изготовленный рожковый ключ обязан иметь установленную прочность и твердость;
- Устанавливается маркировка товарного знака;
- Учитывается декоративно-защитное покрытие ключа т. д.
Виды ключей
Случается так, что в форс-мажорных обстоятельствах не всегда под рукой находится инструмент необходимого размера. В этом случае подходит ключ на один размер больше. При использовании неподходящего по назначению инструмента нужно использовать нож или отвертку, установите их в пустое пространство.
Виды рожковых инструментов:
- составные (ГОСТ 16.983). В их конструкции находится насадка торцевой структуры, полое гнездо и рукоятка, короткая или длинная;
- разводные (ГОСТ 7275.75). Это рожковые ключи, где размер может изменяться;
- ключи узконаправленного профиля. Это специфические ключи для определенного вида деятельности;
- существуют звездообразные, бристольские и шестигранные (ГОСТ 11737.93) ключи, которые используются для работы с велосипедным и компьютерным оборудованием, с вкручиванием крепежей в труднодоступных местах, которые граничат практически с ювелирной работой.
Как выбрать рожковый ключ?
Как правильно подобрать инструмент, чтобы он отвечал всем нормам ГОСТ? Многообразие моделей показывает, что для любой потребности есть свои виды изделий.
Нужно учитывать цель его использования и сложность задачи, которую вы ставите перед ним.
Материалом производства современных гаечных изделий является специальная инструментальная сталь, она состоит из сплава ванадия и хрома.
Также есть один уникальный инструмент, который поможет решить сразу все проблемы, и избавит от необходимости думать над тем, какой выбрать рожковый ключ. Существуют универсальные модели, которые в себе содержат одновременно все изделия. Этому инструменту под силу гайки различных размеров с любыми видами головок. Он не проскальзывает на гладкой поверхности за счет своих мощных зубцов, что является его основным преимуществом.
Бывают также электрические ключи, это название само за себя говорит. Данный инструмент может работать на аккумуляторе и батареях. Поэтому каждый домашний мастер сам определяет, какие изделия лучше для него подходят.
Ценовая категория довольно разнообразна. Чаще всего цена зависит от многофункциональности технических характеристик и компании-изготовителя. Самым дешевым является односторонний рожковый инструмент, где открытый зев имеет 3,1–85 миллиметров.
Во время покупки также нужно не забывать о длинной ручке, которая может ограничивать амплитуду передвижения ключа на поворотах. Если какая-то из губок укорочена, то, естественно, и радиус работы ключа повышается. В этом случае получится накинуть головку на гайку сбоку.
Если ручка будет искусственно увеличена, то повышается прилагаемое усилие, и губки зева разойдутся либо вообще сломаются. Молот сможет помочь установить их на место при разведении, но материал будет уже не настолько прочным, как до этого.
Когда же у вас находится изделие, из стали 40хФА или40х, то есть способ закаливания губки.
Существует еще один вариант, как отремонтировать раздавшийся или изношенный зев. С помощью наваривания металлического слоя можно откорректировать объем зева используя абразивный инструмент. Когда открытый зев составляет больше 25 мм, то данный вариант восстановления изделия будет самым эффективным.
Время эксплуатации рожковых изделий может колебаться от года до пяти. Если говорят о долговечности эксплуатации, то всегда подразумевают кольцевой ключ (ГОСТ 2906). Он не может раздавиться, но может износиться. Есть ограничения в использовании данного типа ключа.
Им можно пользоваться, только если надеть на гайки, но не получится использовать для откручивания, например, накидных болтов гибких шлангов. Преимущество состоит в шестигранном или двенадцатигранном зеве, который дает возможность более интенсивно проводить работу.
Как сделать рожковый ключ своими руками?
Тем, кто решил сам изготовить данный инструмент, существуют небольшие рекомендации. Начинать изготовление нужно с помощью образца уже готового аналогичного изделия. Выполните чертеж требуемого изделия, с учетом которого будете делать ваш ключ.
Вначале делаем заготовку из стального листа с размером больше на несколько миллиметров, чем внешний размер сторон готового изделия. Бывают сложности с толстыми инструментами.
При помощи ножовки ее не стоит вырезать. А выбрать в роли инструмента для резки газовую горелку противопоказано. Желательно пустить в процесс кузнечную обработку.
Это можно выполнить через расплющивание металлического стержня.
Затем, когда заготовка готова, начинаем делать разметку. Если у заготовки не очень ровные грани, то желательно их опилить, чтобы убрать окалину.
После необходимо нанести краску на обработанную поверхность. Можно использовать быстросохнущий лак или краску. Накладывание образца делается после того, когда полностью просохнет покраска.
Желательно использовать какой-то пресс, чтобы образец не соскальзывал при очерчивании.
Чертилкой является металлическая заточенная проволока. Затем на разъединения заготовки и образца необходимо навести окончательные риски, отступая несколько миллиметров от уже сделанных, после накернуть их. Керн вначале с наклоном поставьте на риску, а при нанесении удара молотом выровняйте. Шаг между ямками в зеве нужно сделать 4–5 мм.
Затем высверливаем зев. Можно использовать электродрель со сверлами диаметром 5–6 мм. Нельзя, чтобы сверло сильно нагревалось. Можно охлаждать его в воде. Затем, когда вы сделаете второй зев, необходимо удалить лишнее.
Ну и по окончании нужно закалить деталь. В домашних условиях это можно выполнить при помощи газа. Если воспользоваться специальной печкой или кузнечным горном – это будет идеально. Для вынимания изделия применяют клещи, опуская в воду ключ. Вынимать и погружать необходимо до полного потемнения губок. Это и есть технология изготовления рожкового ключа.
Текст ГОСТ 6424-73 Зев (отверстие), конец ключа и размер «под ключ»
Зев (отверстие), конец ключа и размер «под ключ»
Гост 6424—73
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Читать еще: Ручные трубогибы для круглой трубы
УДК 621.88.083:006.354 Группа ГЗО
- ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
- ЗЕВ (ОТВЕРСТИЕ), КОНЕЦ КЛЮЧА
- И РАЗМЕР «ПОД КЛЮЧ» ГОСТ
- Jaw (mouth), end of the wrench and width
- across flats * 1 2
Дата введения 01.01.75
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт устанавливает размеры зева (отверстия) ключей, конца ключей для изделий с углублением «под ключ» и размеры «под ключ» изделий повышенной, нормальной и грубой точности.
Предельные отклонения размеров не распространяются на необработанные шестигранные муфтовые концы и шестигранные детали литой промышленной трубопроводной арматуры.
(Измененная редакция, Изм. № 1).
2. Размеры зева (отверстия) ключа, конца ключа, размеры «под ключ» и предельные отклонения должны соответствовать указанным на чертеже и в таблице.
- Ох 8а ты дающие Охдать’даемые
- © Издательство стандартов, 1989
- Размеры «под ключ»
размеры S; Si! Sg! 53
- размеров „под ключ 1 *
- размеров „под ключ 1 *
- Ключи грубой точное ги
- Изделия грз бой 1очности
- размеры S^ S1, S 2 5з
+ 1,00 +0,20
210,0__
* Допускается применять только для изделий с углублением «под ключ» и для ключей под это углубление
1. Размеры, заключенные в скобки, допускается применять для ранее изготовленных изделий.
2. Размеры 17, 19, 22, 32 мм являются непредпочтительными.
(Измененная редакция, Изм. № 1).
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом стандартов Совета Министров СССР
М. П. Зарослова; И. И. Еремеева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 26.12.73 № 2803
3. Срок проверки IV квартал 1997 г., периодичность проверки 10 лет.
4. В стандарт введен международный стандарт ИСО 691—83.
5. Взамен ГОСТ 6424—60
Как определить размер «под ключ» болта и гайки?
Любому человеку, даже не связанному с механикой, приходится в обычной жизни откручивать и закручивать болты и гайки. Для этого чаще всего мы используем гаечный ключ, разновидностей которого сегодня насчитывается около пятнадцати.
Классический и самый распространенный инструмент – это двусторонний рожковый ключ, который найдется в инструментальном ящичке каждого мужчины. Размеры его рабочих профилей нанесены на его рукоятку, например: 7х8 или 17х19 и т.д.
Эти цифры обозначают расстояние от одной губки до другой в миллиметрах.
Размер ключа на 24
В технических справочниках крепежа размер «под ключ» обозначается буквой «S». Но на самих крепежных деталях мы его не увидим.
Механики со стажем могут по величине головки крепежа визуально определить «ключ на сколько» нужно взять для болта М10, М12 или М16? А малоопытные мастера могут легко ошибиться в выборе. А когда соединение находится в труднодоступном месте, придется подбирать инструмент методом проб.
Если маленький ключ просто не налезет, то большой при неплотном прилегании может «слизать» грани детали и тогда дальнейшее отвинчивание может быть проблематично.
Маркировка шестигранного ключа
Определение номера ключа по диаметру резьбы крепежа
Размер «под ключ» у шестигранного болта или гайки – это расстояние между двумя параллельно лежащими гранями.
Быстро и точно узнать его, не прибегая к линейке или штангенциркулю, можно по диаметру резьбовой части, которая указана в технической информации к крепежной детали.
Дело в том, что каждому стандартному диаметру резьбы соответствует определенный размер рабочего профиля крепежа – основной (нормальный), уменьшенный и увеличенный. Болты с уменьшенным и увеличенным размером головки встречаются гораздо реже.
По таблице можно легко определить, какой размер гаечного ключа подойдет для того или иного болта от М1 до М110.
Таблица 1. Размеры под ключ для метрических болтов и гаек.
| Диаметр резьбы, М | Размер под ключ | ||
| основной S, мм | уменьшенный S, мм | увеличенный S, мм | |
| М1 | 3.2 | — | — |
| М1.2 | 3.2 | — | — |
| М1.4 | 3.2 | — | — |
| М1.6 | 3.2 | — | — |
| М2 | 4 | — | — |
| М2.5 | 5 | — | — |
| М3 | 5.5 | — | — |
| М4 | 7 | — | — |
| М5 | 8 | — | — |
| М6 | 10 | — | — |
| М7 | 11 | — | — |
| М8 | 13 | 12 | — |
| М10 | 17 (16) | 14 | — |
| М12 | 19 (18) | 17 | 21 (22) |
| М14 | 22 (21) | 19 | 24 |
| М16 | 24 | 22 | 27 |
| М18 | 27 | 24 | 30 |
| М20 | 30 | 27 | 32 (34) |
| М22 | 32 (34) | 30 | 36 |
| М24 | 36 | 32 | 41 |
| М27 | 41 | 36 | 46 |
| М30 | 46 | 41 | 50 |
| М33 | 50 | — | 55 |
| М36 | 55 | 50 | 60 |
| М39 | 60 | 55 | 65 |
| М42 | 65 | 60 | 70 |
| М48 | 75 | — | 75 |
| М52 | 80 | — | 80 |
| М56 | 85 | — | — |
| М60 | 90 | — | — |
| М64 | 95 | — | — |
| М68 | 100 | — | — |
| М72 | 105 | — | — |
| М76 | 110 | — | — |
| М80 | 115 | — | — |
| М85 | 120 | — | — |
| М90 | 130 | — | — |
| М95 | 135 | — | — |
| М100 | 145 | — | — |
| М105 | 150 | — | — |
| М110 | 155 | — | — |
Некоторые современные стандарты ISO устанавливают другие размеры шестигранных головок, в таблице они прописаны в скобках.
Размеры зева гаечных ключей определены в стандарте ГОСТ 6424-73. При правильном подборе зазор между рабочими губками инструмента и гранями крепежа не превышает 0.1 – 0.3 мм.
Подбор дюймовых гаечных ключей
Размер дюймового гаечного ключа выражен в дюймах и обозначает не ширину зева ключа, а диаметр резьбы дюймового крепежа, для работы с которым он предназначен.
Шестигранный рабочий профиль дюймовых болтов и гаек отличается по размеру от профиля метрического стандарта на доли миллиметров.
Поэтому метрические гаечные ключи либо будут неплотно прилегать к граням дюймового крепежа, либо вообще не налезут. Для работы с ним нужны дюймовые ключи и торцевые головки.
Таблица 2. Резьба UNC/UNF и размер гайки под ключ.
| Диаметр резьбы (размер ключа), дюйм | Размер гайки под ключ, дюйм | Размер гайки под ключ, мм |
| 1/4 | 7/16 | 11.11 |
| 5/16 | 1/2 | 12.7 |
| 3/8 | 9/16 | 14.29 |
| 7/16 | 5/8 | 15.88 |
| 1/2 | 3/4 | 19.05 |
| 9/16 | 13/16 | 20.63 |
| 5/8 | 15/16 | 23.81 |
| 3/4 | 1 1/8 | 28.58 |
| 7/8 | 1 5/16 | 33.34 |
| 1 | 1 1/2 | 38.10 |
| 1 1/8 | 1 11/16 | 42.86 |
| 1 1/4 | 1 7/8 | 47.63 |
| 1 3/8 | 2 1/16 | 52.39 |
| 1 1/2 | 2 1/4 | 53.15 |
| 1 3/4 | 2 5/8 | 66.68 |
| 2 | 3 | 76.20 |
| 2 1/4 | 3 3/8 | 85.73 |
| 2 1/2 | 3 3/4 | 95.25 |
| 2 3/4 | 4 1/8 | 104.76 |
| 3 | 4 1/2 | 114.30 |
Размеры ключей для болтов с внутренним шестигранником
В машиностроении и приборостроении наряду с шестигранным крепежом широко применяются болты с цилиндрической головкой, для завинчивания которых используют угловой ключ-шестигранник.
Они изготавливаются по стандартам DIN 912 или ГОСТ 11738-84, согласно которым каждому диаметру резьбы должен соответствовать определенный размер «под ключ» (расстояние между противоположными гранями внутреннего шестигранника).
Имбусовый ключ с шариком для винтов под внутренний шестигранник
Таблица соответствия:
| Резьба, М | М4 | М5 | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 | М22 | М24 | М27 | М30 | М33 | М36 |
| Размер под ключ, мм | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 14 | 17 | 17 | 19 | 19 | 22 | 24 | 27 |
Прежде чем приступить к разборке какого-то узла автомобиля, обслуживанию велосипеда или к ремонту садовой техники не лишним будет убедиться в наличии всех необходимых инструментов. При этом хорошо иметь под рукой таблицы размеров «под ключ» для болтов и гаек.
При ремонте старой техники часто встает проблема выкручивания поврежденных деталей.
Для работы с крепежом со стертыми гранями в магазине «Крепком» можно приобрести специальные торцевые головки со спиральным профилем AN0400120, а для извлечения болтов с сорванными головками предлагаем набор резьбовых экстракторов AG010048.
Имбусовый ключ Bondhus
Ключи гаечные
Ключи гаечные
Гаечные ключи предназначены для откручивания и закручивания гаек, болтов, муфт, головок, кранов и т. п. Размер ключа выражается величиной просвета между недвижными губками. Этот просвет именуется зевом. Обычно рядом с ним на рукоятке выбиты цифры, определяющие расстояние между губками в миллиметрах. Наиболее распространены ключи с двумя зевами на концах одной рукоятки (рис. 11).
Рис. 11. Гаечные ключи:
а — с открытым зевом двусторонние; б — с открытым зевом односторонние; в — с открытым зевом трехсторонние; г — кольцевой односторонний; д — для накидной гайки смесителя типа «Елочки»
Предположим, у нас ключ с обозначением на рукоятке 19 и 22. Им можно отворачивать детали, имеющие расстояние между противоположными гранями 19 и 22 мм. Ключ следует на всю глубину зева надвинуть, скажем, на втулку сальника головки крапа. Если это не сделать, ключ может соскользнуть с граней накидной гайки, выскочить из ладони и упасть на умывальник или мойку.
Умывальник будет разбит, а в мойке возможен скол эмали.
В аварийной обстановке при отсутствии ключа нужного размера примените ключ большего размера, вложив в зазор лопатку отвертки, ножницы, нож и т. п.
Наименьшую стоимость имеют ключи односторонние с открытым зевом от 3,2 до 85 мм. Но из-за длинной рукоятки поворот такого ключа может быть ограничен. Для увеличения радиуса действия ключа у него укорачивают одну из губок. Тогда ключ можно надевать на гайку сбоку.
Искусственное наращивание рукоятки повышает прилагаемую силу до значения, ведущего к поломке губок зева или их разведению. Ключ к дальнейшему применению непригоден. Ударами молотка или кувалды можно, конечно, свести губки до нужного размера, но прочность материала будет нарушена.
Ключи, изготовленные из стали 40Х, 40ХФА, можно еще раз закалить в области губок.
Есть еще один путь ремонта ключей с изношенным или раздавшимся зевом. Можно наварить слой металла и довести размер зева до нужного абразивным инструментом. Такой способ пригоден для ремонта ключей с открытым зевом размером свыше 24 или 27 мм.
Долговечны кольцевые гаечные ключи. Кольцевой ключ практически не раздается, но скорее изнашивается. Правда, им можно пользоваться лишь путем надевания на гайку или болт, т. е.
им невозможно открутить, например, накидные гайки гибкого шланга или стационарной душевой трубки. В сантехнике кольцевой ключ используют при отворачивании и наворачивании гаек, болтов, задвижек, чугунных сифонов и т. п.
Благодаря шести- или двенадцатигранному зеву этим ключом быстрее работать.
Самостоятельно проще всего изготовить ключ с открытым зевом односторонний или двусторонний. Для примера возьмем ключ 19×22. Хорошо иметь подобный в качестве образца. Первой задачей будет найти или отрезать от стального листа заготовку с габаритными размерами на 2–3 мм большую, чем наружные размеры стороны ключа с зевом 22 мм, т. е.
размеры заготовки 48–49 мм по ширине и 10 мм по толщине. Рассмотрим изготовление одного зева ключа. Для второго зева заготовку можно сузить до 42–43 мм. Причем не желательно отрезать заготовку в соответствии с конечной длиной двустороннего ключа, потому что сложнее будет выполнять, скажем, сверление при отсутствии тисков, т. е.
лучше иметь заготовку длиной 220–250 мм.
Заготовку толщиной 8—11 мм, конечно, трудно отрезать ножовкой. Газовой горелкой тоже нельзя. Оплавленные края из-за повышенной твердости можно сточить лишь на заточном станке, поэтому припуски придется поднять до 4–6 мм в зависимости от точности отрезки. Проще кузнечная обработка, когда раскаленный стальной стержень расплющиванием можно довести до размеров заготовки уже всего ключа.
При наличии заготовки можно приступить к ее разметке. Если сторона заготовки неровная, опилите ее, удалив окалину, забоины и т. п. Окрасьте обработанную поверхность. Для этого примените быстросохнущие краски или лаки, или раствор медного купороса (2–3 чайные ложки на стакан воды).
После высыхания на заготовку наложите образец. Хорошо бы их сжать струбциной или ручными тисками, чтобы они не сдвинулись относительно друг друга при отчерчивании. Можно обойтись и без сжатия, если на только что промазанную лаком или краской поверхность положить ключ-образец.
При высыхании они слипнутся, и потом образец придется очищать.
Из стальной проволоки диаметром 5–6 мм и длиной 130–150 мм изготовьте чертилку, заточив ее на длине 30 мм. В качестве чертилки можно использовать и иглу для сшивания мешковины.
Держать ее неудобно, поэтому лучше воспользоваться чертилкой, у которой для этого специально загнут конец. При разметке левой рукой удерживайте образец, а правой ведите чертилку, наклонив в сторону движения и от образца. В месте зева риски должны быть проведены один раз. Неправильно проведенная риска должна быть закрашена.
Разъедините образец и заготовку. На расстоянии 1–2 мм от имеющихся рисок вовнутрь зева наведите контрольные риски и накерните их. Керн сначала с наклоном установите на риску, а при нанесении удара молотком выпрямите. Глубина ямок от керна 0,2–0,4 мм. Расстояние между ямками в зеве 3–4 мм, в остальных местах большее.
Особо внимательно керните первоначально проведенные риски по образцу. Зев можно высверливать сразу сверлом диаметром 18 мм. Предварительно найдите центр. При отсутствии циркуля по металлу воспользуйтесь обычным. Циркулем на картоне проведите окружность диаметром 18 мм.
Вырежьте кружок. Приложите его к закруглению контрольной риски в самой глубине зева. Обычной иголкой, проткнув центр кружка, отметьте этот центр в зеве. Снимите кружок и накерните центр.
Закрепите заготовку в тисках и на вертикально-сверлильном станке просверлите отверстие. Можно для высверливания воспользоваться дрелью. Но тогда следует применять сверла диаметром 3–5 мм. Не допускайте перегрева сверла.
Вынимайте его из засверленной лунки вместе с дрелью и опускайте конец сверла в банку с водой.
Перед сверлением в глубине зева проведите третью риску на расстоянии половины диаметра сверла от контрольной риски. При накернивании этой третьей риски располагайте ямки на расстоянии диаметра сверла плюс 1 мм. Сверлите строго вертикально к плоскости заготовки, сверло не должно касаться контрольной риски.
Выньте заготовку из тисков и установите ее так, чтобы полотном ножовки прорезать зев по контрольным рискам до просверленных отверстий или отверстия. Оставшиеся перегородки между отверстиями прорубите узким зубилом на массивном стальном oсновании (на тисках, рельсе, плите и т. п.). Снова в тисках опилите зев плоским напильником (боковые поверхности).
Полукруглый напильник примените для скругленной части зева. Всюду оставьте на окончательную обработку по 0,5 мм припуска.
Перед опиливанием можно обойтись и без зубила, вторично просверливая отверстия сверлом большего диаметра, чтобы убрать перегородку между рядом расположенными отверстиями диаметром 3–5 мм. Сдвиньте подальше от контрольной и третью разметочную риску, по которой первоначально сверлили.
После изготовления второго зева ключа с противоположной стороны заготовки, опиловки рукоятки клеймения или кернения размера 19×22 осторожно снимите оставшийся припуск в 0,5 мм.
Можно гайкой «на просвет» проверять правильность зева. Предварительно эту гайку проконтролируйте штангенциркулем на параллельность граней и на размер между ними.
Остается последняя операция — закалка. В домашних условиях нагрев губок ключа каждой стороны по отдельности можно осуществить на газу.
В обычной печи или на костре сложно нагреть части ключа от светло-вишнево-красного до светло-красного цвета, что происходит при температуре 800–900 °C. Лучше для нагрева использовать кузнечный горн или специальную печь.
Ключ вынимают клещами или за заранее накрученную на рукоятку проволоку и вертикально опускают в воду губки одной стороны ключа. Вынимают и опускают до тех пор, пока губки не потемнеют. Несколько минут губки пусть находятся на воздухе.
После чего опустите их в воду для полного охлаждения.
Тоже повторите и для губок противоположной стороны ключа. В момент промежуточного охлаждения губок на воздухе можно зачистить их от окалины. Если вам заранее известно, что закалить губки не удастся, то делайте их более массивными.
Иногда гайка и контргайка на одном болте находятся в таком положении, что нужен ключ с тонкими губками.
Можно ли сделать хотя бы односторонний гаечный ключ без образца ключа, но при наличии гайки, которую необходимо отвернуть? Ну, скажем, для накидной гайки, крепящей настольный смеситель типа «Елочка» к мойке. Без сомнения, можно.
Необходимо знать только размер между противоположными гранями или длину граней. Длина грани, например, равна половине диаметра окружности, которая определит вогнутую часть зева (рис. 11д). Разметку проведите на стальной поверхности так, как изложено выше.
Ключи крупных размеров и одноразового применения можно даже аккуратно вырезать из стального листа газовой горелкой без последующей слесарной обработки. За рукоятку такого ключа беритесь в рукавице, чтобы не поранить ладони.
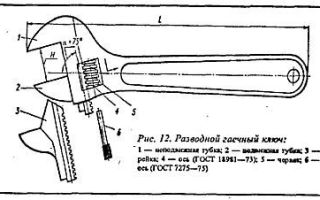
Гаечные разводные ключи, (рис. 12) устроены так, что можно изменять расстояние между губками. При вращении червяка 5 одна из губок 2 перемещается, что обеспечивает применение ключа для откручивания и закручивания гаек, болтов и других деталей различных размеров.
Действовать ключом следует по определенным правилам, чтобы обеспечить его долговечность. Предположим, нужно открутить гайку. Подводите к ней губки ключа и, вращая червяк, добиваетесь плотного соприкосновения губок и противоположных граней гайки. Нажимаете на рукоятку ключа только ладонью и не изо всех сил.
Учтите, что разводной ключ выдерживает гораздо меньшие нагрузки, чем трубный или обычный гаечный. В трубном ключе усилие передается на специально для этого предназначенную трапецеидальную резьбу и гайку, которая захватывает несколько витков резьбы. А в разводном ключе вся нагрузка падает на три-пять зубцов рейки 3 и на соответствующие контактирующиеся места червяка.
Достаточно «от души» надавить на ключ и ломаются особенно заходные части спирали червяка, деформируется его ось 6.
Червяк начинает вихлять, подвижная губка болтается. Все! Приступайте к ремонту самого ключа, если удастся. Не из любого ключа можно вывинтить ось. Погнутую ось, чтобы не повредить резьбы, правьте на доске. С выломанными местами червяка ничего не сделаете.
Для уменьшения качки подвижной губки можно немного приблизить стороны направляющего желоба. Для этого неподвижную губку вложите в тиски и попробуйте сдавить стенки желоба.
Можно это сделать и молотком, расположив желоб между двумя толстостенными металлическими поверхностями для равномерного распределения силы удара.
После разборки ключа проверьте прямолинейность рейки. Ее изгиб будет виден: обычно дуга направлена в сторону зубцов. Правьте рейку на алюминиевой или латунной плите, положив на нее зубцы.
Ударять нужно не по губке, а по толстостенной трубке, у которой предварительно выточите канавку. Стенки этой канавки должны упереться в ровную, противоположную зубцам часть рейки.
После выправки надфилем или напильником с мелкой насечкой снимите забоины.
Правка с нагревом не рекомендуется, так как у этого ключа рабочие поверхности высокого класса чистоты и слишком минимальные зазоры, хотя можно и греть и править детали ключа непосредственно на тисках, на рельсе и т. п.
Итак, есть три правила обращения с разводным ключом.
1. Деталь должна отворачиваться только под действием силы руки на рукоятку ключа, без налегания туловищем.
2. Неподвижная губка должна всегда быть обращена в наружную сторону, т. е. вы должны давить на то ребро рукоятки ключа, которое плавно переходит в нерабочую часть неподвижной губки
(Иногда и внешний вид соединения говорит о бессмысленности применения разводного ключа.)
3. Плотный захват губками ключа детали.
Для того чтобы сразу крутить червяк в нужную сторону (для охвата губками детали), нанесите керном стрелки, как показано на рис. 12. Конечно, второе правило обращения с ключом не абсолютное.
Если деталь легко отворачивается, губки ключа могут вращать ее в любом положении.
Сейчас используют разводные ключи, которые разделяют на шесть номеров по углу ? наклона оси червяка или рейки к продольной оси рукоятки.
Разные углы наклона оси червяка к оси рукоятки создают удобства при наличии разводных ключей хотя бы двух типов. Беда в другом. Ключи типа I и II не выпускают, а это как раз те ключи, которые можно было разобрать и потому детали по отдельности можно было ремонтировать. Ключи типа III (ГОСТ 7275—75) неразборные. С ними нужно быть особенно осторожными в работе.
Разводной ключ можно изготовить самому, ориентируясь нa типы I и II и конструкцию червяка. Угол же наклона оси червяка к продольной оси рукоятки выбирайте по своему усмотрению. Материалом может служить сталь 40 или 50.
В неподвижной губке с тыльной стороны должно быть отверстие, параллельное оси червяка. Это технологическое отверстие. Через него пропиливают пазы, по которым движется рейка. Червяк и его ось следует выточить на токарном станке.
Остальные детали при точной разметке и прилежании можно изготовить руками. Только чаще измеряйте в процессе опиливания габаритные размеры деталей.
Губки нагревают до температуры 800–900 °C с последующим охлаждением в воде. Такой температуре соответствуют цвета раскаленного металла от светло-вишнево-красного до светло-красного.
Для снятия внутренних напряжений после закалки и повышения пластических свойств применяют отпуск при температуре 450 °C до появления синего цвета (температура 450 °C соответствует темно-серому цвету раскаленного металла, а синий цвет примерно 300 °C). Так же обрабатывают червяк.
При изготовлении ключа руководствуйтесь следующими техническими требованиями: рабочие поверхности губок должны быть чистыми и параллельными друг другу, не допускаются сколы, трещины, заусенцы; подвижная губка должна плавно скользить в направляющих при вращении червяка; перекосы при зажиме гайки ключом не допускаются. Максимальная несходимость губок не более 1 мм.
Ключи типа I и II покрывали черным лаком, типа III — оцинковывают. Наиболее применимые для сантехнических работ разводные ключи с максимальными размерами зева 30 мм. Они нужны для аппаратуры с декоративным покрытием, при установке корпуса пластмассового горизонтального поплавкового клапана и т. п. Хорошо бы еще иметь ключ № 6, выпускаемый ранее, для смесителя с цельнолитым корпусом.
Отверстия ключей и размер под ключ
В технике гаечным ключём называется специализированный инструмент, который предназначен для того, чтобы собирать или разбирать резьбовые соединения. Для этого ими откручиваются от других деталей болты или гайки, или же прикручиваются к ним.
Все гаечные ключи в технике подразделяются на две основные разновидности: охватываемые и охватывающие. Отверстия, в которые вставляются гайки или головки болтов называются зевами, причем их размеры стандартизованы. В метрической системе они измеряются в миллиметрах, а в дюймовой – в долях дюйма.
Несмотря на то, что конструкция гаечного ключа очень проста и незатейлива, он находит чрезвычайно широкое применение: без этого инструмента не обходится практически ни одно сборочное производство, он необходим при ремонте самой различной техники. Есть гаечные ключи и в космосе, например, на Международной космической станции.
Если говорить о том, какая именно из многочисленных разновидностей гаечных ключей распространена более остальных, то таковыми являются, безусловно, рожковые. Что касается материала, используемого для их изготовления, то самым распространенный – это высококачественная инструментальная сталь, в которой в качестве основных легирующих добавок наличествуют хром и ванадий.
ГОСТ 6424 – 73
В большинстве случаев ответные элементы под ключ имеют отверстия шестигранного или квадратного сечения размеры которых оговорены стандартом. В отличие от отверстий круглых, технологический процесс их изготовления намного более сложен и отличается высокой трудоемкостью.
Эти отверстия являются чаще всего результатами таких процессов, как фрезерование и протягивание. Кроме того, для их получения применяется такое оборудование, как долбежные станки, используются специализированные прошивки.
В последнее время применяются по мимо всего прочего и такие передовые методы, как электроэрозионная обработка и лазерная резка.
Чтобы получить квадратное отверстие, можно использовать и такой нестандартный метод, как сверление с применением специализированного инструмента. В основу этого способа положена траектория движения режущего инструмента, называющаяся «треугольник Рело».
Так она именуется в честь своего изобретателя, французского инженера-механика Франца Рело, который на рубеже XIX и XX столетий преподавал в Берлинской Королевской Технический академии, и в итоге стал ее президентом. Суть «треугольника Рело» состоит в том, что режущий инструмент перемещается не по прямым, а по дугам, которые имеют одинаковый радиус и размер.
Если в процессе сверления использовать именно такое движение сверла, то можно получить квадратное отверстие, у которого совсем немного скруглены углы.
Сверление
В технике под сверлением подразумевается технологический процесс, для осуществления которого используются или спиральные, или другие виды сверл. Результатом применения этого режущего инструмента является образование в деталях, заготовках или полуфабрикатах отверстий, которые имеют заданный диаметр и строго определенную глубину.
В тех случаях, когда изготавливаются отверстия под ключ, сверление применяется в качестве вспомогательной технологической операции. Оно необходимо для того, чтобы произвести предварительную обработку отверстия.
Эрозионная обработка
Электроэрозионная обработка представляет собой направленное воздействие на материал импульсных разрядов, в результате чего происходит разрушение определенного слоя обрабатываемого материала. Он размещается под специальным электродом.
С помощью электроэрозионной технологии можно обрабатывать материалы практически любой степени твердости, причем проделывать в них отверстия любой конфигурации, в том числе и отверстия под ключ.
Протягивание
Этот технологический процесс представляет собой одну из разновидностей обработки металлов резанием. Он используется для осуществления операций как на наружных, так и на внутренних поверхностях, применяется в отношении как металлических, так и неметаллических материалов. С помощью протягивания можно изготавливать отверстия под ключ самого высокого качества.
Лазерная резка
Этот метод на сегодняшний день считается наиболее передовым и самым эффективным во всех отношениях. В процессе обработки металла лазерным лучом происходит испарение его части, и в итоге получаются или заготовки, или уже готовые детали.
Большая Рнциклопедия Нефти Рё Газа
- Cтраница 1
- Размеры зевов ключей, указанные в скобках, по возможности не применять. [1]
- Размеры зева ( захвата) делаются с таким расчетом, чтобы зазор между гранями гайки или головки болта и гранями зева был от 0 1 до 0 3 мм. [2]
Размеры зева ( захвата) гаечных ключей не должны превышать размеров головок болтов ( граней гаек) более чем на 0 3 мм.
Применение подкладок ври зазоре между плоскостями губок и головок болтов или гаек более допустимого запрещается. [3]
- Размер зева заскимных ключей должен соответствовать расстоянию между противоположными гранями гайки. [4]
- Размер зева завкимных ключей должен соответствовать расстоянию между противоположными гранями гайки. [5]
- Размеры зева ( захвата) делаются с таким расчетом, чтобы зазор между гранями гайки или головки болта и гранями зева был от 0 1 до 0 3 мм. [6]
Размеры зева ключа соответствуют одноименным размерам гаек или головок болтов. Размеры зевов ключей обозначаются на рукоятке. [7]
Сочетания размеров зевов ключей, указандые в скобках, по возможности не применять. [9]
Скобы, размеры зева которых более 500 мм, контролируют микрометрическими штихмасами и располагают их вертикально.
Контроль необходимо выполнять не менее чем в четырех точках измерительной поверхности при четырех-пяти контрольных замерах. [10]
Стандарт устанавливает размеры зева ( отверстия) ключей, конца ключей для изделий с углублением под ключ и размеры под ключ изделий повышенной, нормальной и грубой точности. [11]
Они различаются размером наибольшего зева, равным 12, 19, 24, 30, 36 п 46 мм. Конструкция ключа должна исключать возможность выпадания подвижной губки при разведении зева. [12]
Они различаются размером наибольшего зева, равным 12, 19, 24, 30, 36 и 46 мм. Конструкция ключа должна исключать возможность выпадания подвижной губки при разведении зева. [13]
Щековые дробилки характеризуются размерами зева и шпальта. Щеки этих дробилок подвергаются наибольшему изнашиванию, а потому их делают съемными и изготавливают из износостойкого материала.
Выбор металла для изготовления щек зависит от характера измельчаемого материала: для более мягких измельчаемых материалов делают щеки из закаленного чугуна, для твердых применяют1 литую марганцовистую, иногда хромистую стали. [14]
Щековые дробилки характеризуются размерами зева и шпальта. Щеки этих дробилок подвергаются наибольшему изнашиванию, а потому их делают съемными и изготовляют из износостойкого материала.
Выбор металла для щек зависит РѕС‚ характера измельчаемого материала: для более РјСЏРіРєРёС… материалов щеки изготовляют РёР· отбеленного чугуна, для твердых — РёР· литой марганцевистой или хромистой сталей.
[15]
Страницы: 1 2 3 4
Что значит ширина зева гаечного ключа
- Рожковой гаечный ключ предназначен для работ с крепежными элементами в соединительных узлах типа гайка-болт.
- Размеры ключей регламентируются нормативами ГОСТ 2839-80, ГОСТ Р ИСО 4229-2017, ГОСТ 16983-80.
- Рожковыми ключами называют гаечные ключи с открытым зевом.
- По типу конструкции и применению выделяют три основных вида рожковых ключей: односторонние, двусторонние и комбинированные (кольцевые и с открытым зевом).
- Согласно ГОСТ 2839-80 (Ключи гаечные с открытым зевом двусторонние) главными параметрами двусторонних рожковых ключей являются следующие:
- размер зева (S): от 2.5 (мм) до 85.0 (мм);
- ширина головки ключа (b): от 7 (мм) до 175 (мм);
- длина ключа (l): от 65 (мм) до 670 (мм).
Сырьем для изготовления ключей служит сталь марок 40ХФА, 40Х, 45.
По ГОСТ Р ИСО 4229-2017 (Ключи гаечные односторонние для низких крутящих моментов) к определяющим параметрам односторонних рожковых ключей относятся:
- размер зева (S): от 7 (мм) до 120 (мм);
- ширина головки ключа (b): от 20 (мм) до 248 (мм);
- толщина головки ключа (t): от 3.5 (мм) до 48 (мм).
Комбинированные рожковые ключи отличаются от односторонних и двусторонних тем, что имеют на каждой их сторон ручки рожковой и накидной ключ.
В соответствии с ГОСТ 16983-80 (Ключи гаечные комбинированные) основными параметрами комбинированных рожковых ключей выступают:
- размер зева (S): от 5.5 (мм) до 55.0 (мм);
- ширина рукоятки ключа (b): от 6.0 (мм) до 40.0 (мм);
- длина ключа (l): от 100 (мм) до 480 (мм).
Важно: продольная ось головки рожковых ключей проходит с некоторым наклоном к оси ручки, зачастую это 15°.
(Двусторонний рожковый) от 2.5 (мм) до 85.0 (мм) от 7 (мм) до 175 (мм) от 65 (мм) до 670 (мм)
- (Односторонний рожковый)
- (Комбинированный рожковый)
от 7 (мм) до 120 (мм) от 20 (мм) до 248 (мм) x от 5.5 (мм) до 55.0 (мм) от 6.0 (мм) до 40.0 (мм) от 100 (мм) до 480 (мм)
2.5 7 65 ±1.9 3.2 8 65 ±1.9 4.0 10 80 ±1.9 5.0 12 95 ±2.2 5.5 13 95 ±2.2 6.0 14 100 ±2.2 7.0 15 110 ±2.2 8.0 20 120 ±2.2 9.0 21 125 ±2.5 10.0 22 125 ±2.5 11.0 24 125 ±2.5 12.0 26 140 ±2.5 13.0 28 140 ±2.5 14.0 30 160 ±2.5 15.0 32 160 ±2.5 16.0 34 175 ±2.5 17.0 35 175 ±2.5 18.0 39 175 ±2.5 19.0 42 175 ±2.5 21.0 45 205 ±2.9 22.0 46 205 ±2.9 24.0 50 205 ±2.9 27.0 55 230 ±2.9 30.0 62 260 ±2.9 32.0 65 280 ±3.3 34.0 70 310 ±3.3 36.0 75 350 ±3.3 41.0 85 350 ±3.3 46.0 95 420 ±3.8 50.0 102 420 ±3.8 55.0 112 460 ±3.8 60.0 122 500 ±3.8 65.0 132 580 ±4.5 70.0 142 580 ±4.5 75.0 152 670 ±5.0 80.0 165 670 ±5.0 85.0 175 670 ±5.0
t (мм) Толщина головки ключа в (мм)
7 20 3.5 8 22 4.0 10 26 4.5 11 28 5.0 13 32 5.5 15 36 6.0 16 39 6.5 18 43 7.0 21 49 8.5 24 55 9.5 27 62 11.0 30 68 12.0 34 76 13.5 36 81 14.5 41 91 16.5 46 102 18.5 50 110 20.0 55 121 22.0 60 131 24.0 65 141 26.0 70 152 28.0 75 162 30.0 80 173 32.0 85 183 34.0 90 188 36.0 95 198 38.0 100 208 40.0 105 218 42.0 110 228 44.0 115 238 46.0 120 248 48.0
- b (мм) Ширина рукоятки ключа в (мм)
- l (мм) Общая длина ключа в (мм)
- Допуск Предельное отклонение по длине ключа в (мм)
5.5 6.0 100 ±2.2 6.0 7.0 105 ±2.2 7.0 8.0 105 ±2.2 8.0 8.0 115 ±2.2 9.0 9.0 120 ±2.2 10.0 9.5 120 ±2.2 11.0 10.5 130 ±2.5 12.0 11.0 130 ±2.5 13.0 12.5 140 ±2.5 14.0 12.5 150 ±2.5 15.0 13.0 160 ±2.5 16.0 14.0 160 ±2.5 17.0 15.0 160 ±2.5 18.0 16.0 180 ±2.5 19.0 17.0 180 ±2.5 21.0 19.0 200 ±2.9 22.0 20.0 200 ±2.9 24.0 22.0 220 ±2.9 27.0 24.0 260 ±2.9 30.0 25.0 280 ±3.3 32.0 26.0 280 ±3.3 34.0 27.0 280 ±3.3 36.0 28.0 300 ±3.3 41.0 32.0 360 ±3.3 46.0 35.0 400 ±3.8 50.0 38.0 450 ±3.8 55.0 40.0 480 ±3.8
Предостережение: приведенные выше данные являются официальными цифрами, однако следует учитывать, что информация является справочной и не гарантирует однозначной точности.