Подробности Категория: Сверлильные и расточные станки
Станки универсальные вертикально-сверлильные 2H125, 2H135, 2H150 используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления» рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами. Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Скачать документацию
Кинематическая схема
Схема кинематическая станков 2H125, 2H135 представлена на рис.5.Ввиду простоты кинематических схем описание их не приводится.Примечание. Цепь движения стола одинакова для всех трех станков.
Цепь подач одна и та же для станков моделей 2125 и 2H135.
Колонна, стол, плита
Колонна станка представляет собой чугунную отливку. По направляющим колонны типа «ласточкин хвост» вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты — резервуар с отстойником для охлаждающей жидкости.
Коробка скоростей и привод
Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков 5 (рис.7), 7, 8. Опоры валов коробки размещены в двух плитах -верхней 1 и нижней 4,скрепленных между собой четырьмя стяжками 6. Коробка скоростей приводится во вращение вертикально расположенная электродвигателем через эластическую муфту Ю и зубчатую передачу 9.
Последний вал 2 коробки — гильза — имеет шлицевое отверстие, через которое вращение передается шпинделю. Через зубчатую пару 3 вращение передается на коробку подач.Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса,закрепленного на низшей плите 4.
Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Механизм переключение скоростей и подач
Переключение скоростей производится рукояткой 2 (рис.
8), которая имеет четыре положения по окружности и три вдоль оси» переключение подач осуществляется рукояткой 3, имеющей три положения по окружности для станков моделей 2H125, 2H135 и четыре для 2H150, и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки. Отсчет включаемых скоростей и подач производится по табличкам 1 и 4.
Коробка подач
Механизм смонтирован в отдельном корпусе в устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач на станках 2H125, 2H135 и двенадцать подач на станке 2H150.
На станках 2H125 и 2H135 коробки подач отличаются только приводом, который состоит на станке 2H125 из зубчатых колес I (рис.9), на станках 2H125, 2H135 — из зубчатых колес 2, 3 — соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач.
На последнем валу коробки посажена муфта 4, передающая вращение червяку.
Сверлильная головка
Сверлильная головка представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
ручного подвода инструмента к детали; включения рабочей подача;ручного опережения подачи;выключения рабочей подачи;ручного отвода шпинделя вверх; ручной подача, используемой при нарезания резьбы.
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 (рис.10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полу муфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, в обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга.
В этот момент кулачковая муфта 8 поворачивается относительно вала шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме — полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой с собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска 6 выполненного заодно с червячным колесом 5.
В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полу муфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.
Механизм подач допускает ручную подачу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. При этом штифт 11 передает крутящий момент от кулачковой муфты 8 на горизонтальный вал.
На левой стенке сверлильной головки смонтирован лимб 4 для визуального отсчета глубины обработки и настройки кулачков.Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары 1.
Для предохранения механизма подачи от поломки имеется предохранительная муфта 15. Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
Шпиндель
Шпиндель (рис.11) смонтирован на двух шарикоподшипниках. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилие по выбивке инструмента — верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси.
регулировка подшипников шпинделя осуществляется гайкой 1Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом.
Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси выбивает инструмент.
Электрическая схема
Включением вводного автомата Q1 подается напряжение на главные и вспомогательные цепи, на пульте загорается сигнальная лампа Н2. Если необходимо охлаждение и освещение, то соответствующие выключатели ставятся в положение ВКЛЮЧЕНО.
Нажатием кнопки S2 ВПРАВО катушка пускателя К1 получает питание, главные контакты включают электродвигатель M1 на правое вращение шпинделя. Через блок-контакты K1 включается пускатель К2, включающий электродвигатель М2 и реле задержки К7.
При нажатии кнопки S3 ВЛЕВО происходит отключение пускателя K1, электродвигателя M1, реле К7. После разряда конденсатора СЗ контакты реле К7 (28-26) замыкаются,и происходит включение пускателя КЗ в электродвигателя M1 на левое вращение шпинделя. Реле К7 включается снова.
При автоматическом реверсе эти переключения происходят при срабатывании микропереключателя S6 от кулачка,установленного на лимбе.Останов осуществляется нажатием на кнопку S1 СТОП. При этом отключаются пускатели K1 или КЗ, К2,отключающие электродвигатели M1, М2.
Через контакты реле К7 (7-9) включается реле К6 с последующим включением пускателей К4 и К5. Обмотки электродвигателя M1 подключаются через выпрямитель V1, V2 к трансформатору T1. Происходит электродинамическое торможение шпинделя.
После разряда конденсаторов C1, С2 отключается реле К6, отключающее пускатели K4, К5.При переключении скоростей, если зубчатые колеса не входят в зацепление, применяют качательное движение ротора двигателя M1.
Нажатием кнопки S4 КАЧАТЕЛЬНСЕ ДВИЖЕНИЕ включается пускатель К4, подающий по фазам IC2-IC3 пониженное выпрямленное напряжение.
Через сопротивление R2 с задержкой включается реле К6, отключающее пускатель К4 и включающее пускатель К5. При этом пониженное напряжение протекает по фазам ICI-IC2. Такие переключения обеспечивают качание ротора, что облегчает переключение скоростей.
Скачать документацию
Сверлильный станок 2н125 схема электрическая — Мастерок
Описание работы
Включением вводного автомата В1 подается напряжение на главные и вспомогательные цепи, загорается сигнальная лампа. Если необходимо охлаждение и освещение, то соответствующие выключатели ставятся в положение «ВКЛЮЧЕНО».
Нажатием кнопки Кн2 «ВПРАВО» катушка пускателя Р1 получает питание, главные контакты включают М1 на правое вращение шпинделя. Через блок-контакты Р1 включается пускатель Р5, включающий электронасос М2 и реле задержки Р12.
При нажатии кнопки КнЗ «ВЛЕВО» происходит отключение пускателя Р1, электродвигателя М1, реле Р12 после разряда конденсатора CЗ контакты реле Р12 (28-26) замыкаются и происходит включение пускателя Р2 и М1 на левое вращение. Реле Р12 включается снова.
При автоматическом реверсе эти переключения происходят при срабатывании микропереключателя В4 от кулачка, установленного на лимбе.
Останов осуществляется нажатием на кнопку Кн1 «СТОП», при этом отключаются пускатели Р1 или Р2, Р5, отключающие М1, М2. Через контакты реле Р12 (7-9) включается реле Р11 с последующим включением пускателей Р3 и Р4.
Обмотки электродвигателя М1 подключаются через выпрямители Д1, Д2 к трансформатору Тр2, происходит динамическое торможение.
После разряда конденсатора C1, C2 – отключается реле Р11, отключающее пускатели Р3, Р4 и М1 от тормозной цепи.
При переключении скоростей, если шестерни не входят в зацепление, применяют шаговый проворот ротора электродвигателя. Нажатием кнопки Кн4 «ПРОВОРОТ» включается пускатель Р4, по фазам 1C2-1CЗ протекает пониженное выпрямленное напряжение.
Через сопротивление Р2 с задержкой включается реле Р11, отключающее пускатель Р4 и включающее Р3 – напряжение протекает по фазам 1C1-1C2. Такие переключения обеспечивают качание ротора и кинематики, что облегчает переключение скоростей.
Для защиты от перегрузки служат тепловые реле. Для нулевой защиты – катушки и контакты магнитных пускателей.
Вертикально-сверлильный станок 2Н125 ипользуется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначен для сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами.
Наличие на станке механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
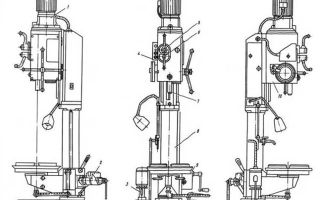
Установленное на станке электрическое устройство реверсирования двигателя главного движения, позволяет производить нарезание резьбы машинными метчиками при ручной подаче шпинделя. Технические характеристики станка 2Н125Л приведены в табл.3. Схема расположения узлов станка показана на рисунке 3.
Читать также: Усилие натяжения высокопрочных болтов м24
| Таблица 3 | |
| Наименование параметра | Величина |
| Наибольший диаметр сверления в стали 45 ГОСТ 1050-74 | 25 мм |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0..700 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 845..1060 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 250 |
| Размеры рабочей поверхности стола, мм | Ø400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 525 |
| Окончание таблицы 3 | |
| Наибольшее перемещение (установочное) шпиндельной головки, мм | 250 |
| Наибольшее перемещение (ход) шпинделя, мм | 150 |
| Перемещение шпинделя на одно деление лимба, мм | 1,0 |
| Частота вращения шпинделя, об/мин | 90..1400 |
| Количество скоростей шпинделя | 9 |
| Наибольший допустимый крутящий момент, Нм | 88 |
| Конус шпинделя | Морзе 3 |
| Число ступеней рабочих подач | 3 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1; 0,2; 0,3 |
| Управление циклами работы | Ручное |
| Наибольшая допустимая сила подачи, кН | 5,6 |
| Динамическое торможение шпинделя | Есть |
| Электродвигатель привода главного движения, кВт | 1,5 |
| Электронасос охлаждающей жидкости Тип | ПА-22 |
| Габариты станка, мм | 770 х 786 х 2235 |
| Масса станка, кг | 620 |
Рис. 3. Схема расположения основных узлов станка 2Н125Л.
- 2. Тиски поворотные
- 5. Коробка скоростей
- 6. Коробка подач
- 8. Колонна, стол, плита
- 9. Механизм подъема стола
- 10. Сверлильная головка
- Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: На стипендию можно купить что-нибудь, но не больше. 8746 – | 7144 – или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock! и обновите страницу (F5)очень нужно
Наибольший диаметр обрабатываемого отверстия в заготовке из стали — 25 мм. Мощность двигателя = 2,8 кВт; КПД станка n = 0,8. Частота вращения шпинделя, мин -1 = 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400; 2000. Подача, мм/об: 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6. Максимальная осевая сила резания, допускаемая механизмом подачи станка, Р = 900 кгс 9000 Н.
Читать также: Как рассчитать мощность при последовательном соединении
Зубофрезерный станок 53а50
Наибольший наружный диаметр нарезаемого колеса 500 мм. Наибольший модуль нарезаемого колеса 8 мм. Мощность двигателя Nд = 8 кВт; КПД станка n = 0,65. Частота вращения шпинделя, мин -1 ; 40; 50; 63; 80; 100; 125; 160; 200; 240; 315; 405.
Вертикальная подача суппорта (фрезы) за один оборот заготовки, мм/об: 0,75; 0,92; 1,1; 1,4; 1,7; 2,0; 2,2; 2,5; 2,8; 3,1; 3,4; 3,7; 4,0; 5,1; 6,2; 7,5.
Радиальная подача, мм/об: 0,22; 0,27; 0,33; 0,4; 0,48; 0,55; 0,66; 0,75; 0,84; 1,0; 1,2; 1,53; 1,8; 2,25.
Круглошлифовальный станок 3м131
Наибольшие диаметр и длина шлифуемой поверхности: 280X700 мм. Мощность двигателя шлифовальной бабки Nд = 7,5 кВт; КПД станка n = 0,8. Частота вращения круга, мин -1 : 1112 и 1285. Частота вращения обрабатываемой заготовки, мин -1 : 40—400 (регулируется бесступенчато).
Скорость продольного хода стола 50— 5000 мм/мин (регулируется бесступенчато). Периодическая поперечная подача шлифовального круга 0,002—0,1 мм/ход стола (регулируется бесступенчато). Непрерывная подача для врезного шлифования 0.1-4.5 мм/мин.
Размеры шлифовального круга (нового): Dm = 600 мм; В = 63 мм.
Остальные марки оборудования (включая загрузочные и бункерные устройства, накопители, контрольно-измерительные устройства, манипуляторы и т.п.) приведены в приложение 1.
3.7 Применяемый измерительный инструмент
Штангенциркуль ШЦ-I – штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
Диапазон измерений, мм: 0 – 125. Цена деления, мм: 0.1. Класс точности: 1. Степень точности данного штангенциркуля позволяет измерять 3, 4, 5 и 10 поверхности вала.
Рисунок 25. Штангенциркуль ШЦ-I
Штангенциркуль ШЦ-3-4000 0,1мм губки 150мм предназначены для измерения наружных и внутренних размеров. Этот штангенциркуль III типа – с односторонним расположением губок. Диапазон измерений, мм: 0 – 4000. Цена деления, мм: 0.1. Класс точности: 1. Степень точности данного штангенциркуля позволяет измерять 3, 4, 5 и 10 поверхности вала, а так же общую длину вала.
Читать также: Последовательное соединение светодиодов на 12 вольт
Рисунок 26. Штангенциркуль ШЦ-III-4000
Микрометр МК 25-50 предназначен для измерения наружных размеров изделий. Измерительные поверхности микрометра оснащены твердым сплавом. Диапазон измерений 25 – 50 мм, цена деления 0.01 мм. Данным микрометром производим контроль размеров 2, 7 и 11 поверхностей.
Рисунок 27. Микрометр МК 25-50
МИКРОМЕТР МЗ 25-50 предназначены для измерения длины общей нормали зубчатых колес с модулем от 1 мм.
Микрометры с верхним пределом диапазона измерения 50 мм и более укомплектованы установочной мерой-концевой плоскопараллельной мерой длины. Номинальный диаметр измерительных поверхностей пятки и измерительной губки не менее 24 мм.
Допускается изготовление пятки со срезанной измерительной поверхностью. Данным микрометром проверяем размер общей нормали.
Рисунок 28. Микрометр МЗ 25-50
Схема измерения 4 поверхности штангенциркулем представлена на рисунке 26.
- Рисунок 29. Схема измерения штангенциркулем
- Схема измерения 7 поверхности микрометром представлена на рисунке 26.
- Рисунок 30. Схема измерения микрометром
Так как вал выпускается серийно, необходимо использовать контрольно измерительный инструмент, это калибр-скоба и резьбовой калибр. Калибром-скобой контролируем размер 2 и 7 поверхностей, резьбовым калибром – производим контроль резьбы. На рисунке 31 представлена калибр-скоба, на рисунке 32 резьбовой калибр.
Технические характеристики и паспорт вертикально-сверлильного станка 2Н125
Среди большого разнообразия металлообрабатывающего оборудования, предлагаемого на современном рынке, немногие модели завоевали такую популярность у специалистов, как вертикально-сверлильный станок 2Н125.
Станок 2Н125 на производстве
Обладая широкой универсальностью, это устройство отличается простотой конструкции, надежностью в работе, что дает возможность эксплуатировать его на протяжении длительного времени, не теряя при этом в точности и эффективности обработки. Несмотря на то, что конструкция 2Н125 была разработана несколько десятков лет назад, по своим характеристикам этот станок не уступает многим современным моделям.
Что собой представляет станок модели 2Н125
Полностью оправдывая свою универсальность, аппарат 2Н125 позволяет эффективно выполнять целый перечень технологических операций:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы.
Расположение основных частей станка
В оснащении этого вертикально-сверлильного станка имеется только один шпиндельный узел, что делает конструкцию оборудования простой и надежной. На современном рынке представлен ряд модификаций данного станка с несколькими сверлильными головками, в которые можно устанавливать различные инструменты, чтобы выполнять обработку деталей с более высокой производительностью.
Устройство шпиндельного узла: 1 – гайка регулировки подшипников; 2 – шпиндель; 3 – гильза; 4 – рычаг
Технические характеристики рассматриваемого агрегата оптимально подходят для того, чтобы использовать его в условиях мелкосерийного производства.
Вертикально-сверлильные станки 2Н125 лучше всего демонстрируют себя при обработке деталей средней толщины, изготовленных из стали не слишком высокой прочности. Согласно паспорту, на рассматриваемом станке можно использовать сверла, диаметр которых не превышает 25 мм.
Модификации модели отличаются расширенными характеристиками: на них можно работать со сверлами диаметром до 35 мм.
Несмотря на то, что массовый выпуск вертикально-сверлильного станка 2Н125 был налажен в середине прошлого века, его до сих пор можно встретить в оснащении многих производственных предприятий.
Основной причиной высокой надежности устройства является кинематическая схема, которая благодаря своим характеристикам способна эффективно работать даже в самых сложных условиях.
Простота кинематической схемы также способствует тому, что в случае поломки такое оборудование можно достаточно быстро отремонтировать, используя для этого стандартный набор инструментов.
Схема кинематическая и графики вращения главного привода станка: a) 2Н125; b) 2Н135 (нажмите для увеличения)
Конечно, вертикально-сверлильный станок модели 2Н125 не отличается такими же компактными габаритами и удобством в работе, как многие современные устройства, но эти незначительные недостатки компенсируют его высокая надежность и доступная цена.
Современные модификации оборудования
За длительный период своего существования вертикально-сверлильный станок модели 2Н125 был подвергнут нескольким модификациям, что было вызвано необходимостью сделать устройство более удобным в работе.
Однако, если изучить технические паспорта модифицированных моделей, можно обратить внимание на то, что их кинематические схемы незначительно отличаются друг от друга.
Это свидетельствует о том, что все модифицированные устройства так же надежны, как и базовая модель.
Передняя панель станка 2Н125, выпущенного полвека назад и до сих пор работающего в инструментальном цехе
На современном рынке можно встретить следующие модификации вертикально-сверлильного станка 2Н125.
2Н125А
Это модель, в которой разработчики попытались автоматизировать процесс выполнения ряда технологических операций.
Перед началом обработки детали оператор станка может выставить рабочие параметры, что осуществляется при помощи регулировки специальных кулачков и манипуляций с органами управления оборудования.
После того как требуемые параметры выставлены, оператору остается только включить станок и контролировать ход выполнения обработки.
2Н125С
Характеристики этого вертикально-сверлильного станка позволяют устанавливать на нем шпиндельный узел, в котором предусмотрено несколько гнезд для фиксации инструмента, что значительно повышает эффективность использования такого устройства и производительность обработки.
2Н125Н
На данных вертикально-сверлильных станках, согласно паспорту, устанавливаются не только многошпиндельные сверлильные головки, но и поворотные рабочие столы, что значительно расширяет функциональность этих аппаратов и делает работу на них более удобной и производительной.
2Н125К
Рабочий стол таких вертикально-сверлильных станков имеет крестовую конструкцию.
Крестовой стол-тиски, размещаемый на стандартном столе станка 2Н125
2Н125Ф2
Это наиболее высокотехнологичная модификация станка, оснащенная рабочей головкой револьверного типа, крестовым столом. Управление технологическими процессами обработки осуществляется при помощи системы ЧПУ.
Существует еще одна модификация рассматриваемого станка – 2Н135. В паспорте данного аппарата указано, что он позволяет сверлить отверстия диаметром до 35 мм (об этом говорят и цифры в конце маркировки).
Какими техническими возможностями обладает станок базовой модели
Для того чтобы понять, какими техническими возможностями обладает рассматриваемый станок, достаточно взглянуть на его основные характеристики, полный перечень которых приведен в паспорте установки. Сюда следует отнести следующие параметры оборудования.
- Шпиндель станка может вращаться с частотой в интервале 45–2000 об/мин.
- За один оборот маховика-рукоятки шпиндель перемещается на величину 122,46 мм.
- Конструкция станка предусматривает 9 рабочих подач.
- Регулировка скорости вращения шпинделя может осуществляться по 12 ступеням.
- Оборудование соответствует классу точности «Н».
- Станок оснащен рабочим столом с габаритами 400х450 мм.
- Габаритные размеры самого станка – 2350х785х915 мм.
- Масса агрегата – 880 кг.
Подробные технические характеристики станка 2Н125
Ниже вы можете бесплатно скачать техническую документацию по станку 2Н125, а именно паспорт станка или руководство по эксплуатации.
Паспорт вертикально-сверлильного станка 2Н125:
Скачать
В паспорте вертикально-сверлильного станка 2Н125 представлены более полные характеристики оборудования, а также схема сборки и дополнительная информация (год выпуска, модификация и др.).
Кроме того, в паспорте указаны полезные сведения о материалах, которые были использованы при изготовлении отдельных конструктивных элементов станка.
Несмотря на то, что станок предназначен для работы от трехфазной электрической сети с напряжением 380 В, его можно подключить и к однофазной сети, но в этом случае мощность оборудования будет ниже.
Рассматриваемый вертикально-сверлильный станок настраивается и управляется полностью вручную. За вертикальное перемещение шпинделя отвечает специальная ручка-маховик, которая имеет надежную конструкцию и при правильном уходе и своевременной смазке способна прослужить длительное время без поломок и неточностей в работе.
Органы управления вертикально-сверлильного станка 2H125
Базовая модель станка, как уже говорилось выше, оснащена одношпиндельной сверлильной головкой, которая устанавливается в конусное отверстие шпиндельного узла, выполненное по стандарту Морзе 3.
При использовании на модифицированных аппаратах многошпиндельной головки в нее устанавливается сразу несколько режущих инструментов, необходимых для выполнения обработки.
Чтобы выбрать требуемый в данный момент инструмент, такую головку проворачивают и фиксируют в заданном положении при помощи специальных гаек.
Таким образом, конструкция вертикально-сверлильного станка 2Н125 достаточно проста, что тем не менее не мешает его эффективному использованию для точной и качественной обработки деталей, изготовленных из различных металлов.
Вертикально-сверлильный станок 2Н125,2Н135
Вертикально-сверлильный станок 2н125 предназначен для сверления, рассверливания, зенкерования, развертывания отверстий деталей в условиях единичного и мелкосерийного производства. Класс точности станка – Н (нормальный).
Конструкция сверлильного станка достаточно жесткая и прочная, что исключает возможность вибрации во время обработки. Возможна обработка деталей из различных материалов (сталь, чугун, цветные материалы), быстрорежущим (Р6М5, Р18) инструментом или твердым сплавом (ТК, ВК).
Устройство вертикально-сверлильного станка 2Н125,2Н135
Устройство сверлильного станка:
- Главный привод;
- Коробка скоростей станка;
- Насос плунжерный;
- Насос плунжерный;
- Коробка подач станка;
- Колонна, стол, плита;
- Механизм управления скоростями вращения и подачами;
- Шкаф;
- Электрическое оборудование станка;
- Шпиндель;
- Система охлаждения станка;
- Сверлильная головка станка.
Органы управления вертикально-сверлильного станка 2Н125,2Н135
- 3.Кран включения охлаждения;
- 4,19.регулировочные болты клина стола и сверлильной головки;
- 5.Рукоятка перемещения стола и головки;
- 6,18.Винты зажима стола и головки;
- 8.Вводной выключатель;
- 10.Сигнальная кнопка СТАНОК ВКЛЮЧЕН;
- 11.Кнопка включения правого вращения шпинделя;
- 12.Кнопка включения левого вращения шпинделя;
- 13.Кнопка включения качательного движения шпинделя при переключении скоростей вращения и подач S;
- 14.Рукоятка переключения скоростей;
- 15.Кнопка СТОП;
- 21.Рукоятка переключения подач;
- 22.Кнопка включения ручной подачи;
- 23.Штурвал механизма подач;
- 24.Лимб для отсчета глубины обработки;
- 25.Выключатель освещения;
- 27.Выключатель насоса охлаждения;
- 28.Кулачок для настройки глубины обработки;
- 29.Кулачок для настройки величины глубины нарезаемой резьбы;
- 30.Рычаг автоматического реверса главного привода при достижении заданной величины глубины нарезаемой резьбы;
- 31.Рычаг отключения подачи при достижении заданной величины глубины обработки отверстия;
32.Квадрат для ручного перемещения головки.
Коробка скоростей вертикально-сверлильного станка 2Н125,2Н135
Благодаря передвижным блокам 5, 7, 8, коробка скоростей получает и передает шпинделю 12 различных скоростей вращения. Опоры валов (подшипники) коробки скоростей размещены в двух плитах 1 и 4, которые скреплены между собой четырьмя стяжками 6. Коробка скоростей вращается от вертикально расположенного электродвигателя через эластичную предохранительную муфту 10 и зубчатую прямозубую передачу 9.
Вал 2 – гильза – выполнен со шлицевым отверстием, с помощью которого вращение передается шпинделю. Через зубчатую пару 3 крутящий момент передается на коробку подач.
Коробка подач вертикально-сверлильного станка 2Н125,2Н135
Коробка подач смонтирована в отдельном чугунном корпусе и монтируется в сверлильной головке. Перемещения осуществляется с помощью двух тройных блоков шестерен и получает девять различных подач.
Механизм подачи связан с коробкой подач и предназначен для выполнения различных операций, а именно:
- ручного подвода режущего инструмента к заготовки;
- включения рабочей подачи инструмента;
- ручного перемещения подачи;
- выключения рабочей подачи инструмента;
- ручного отвода шпиндельной головки вверх;
- ручной подачи S, используемой при нарезании различной резьбы.
Техническая характеристика вертикально-сверлильного станка 2Н125,2Н135
| Наибольший диаметр сверления в стали, мм | 25 | 35 |
| Размер конуса шпинделя ГОСТ 2847-45 | Морзе 3 | Морзе 4 |
| Вылет шпинделя, мм | 250 | 300 |
| Вылет шпинделя, мм | 200 | 250 |
| Наибольшие усилие подачи, кгс | 900 | 900 |
| Наибольший крутящий момент на шпинделе кгс см | 2500 | 2500 |
| Число скоростей шпинделя | 12 | 12 |
| Число оборотов шпинделя в минуту об/мин | 45- 2000 | 31,5-1400 |
| Число подач мм/об | 0,1-1,6 | 0,1-1,6 |
| Допустимое число реверса в час | 40 | 40 |
| Управление циклами работы | ручное | ручное |
| Расстояние от конца шпинделя до стола, мм | 60-700 | 30-750 |
| Расстояние от конца шпинделя до плиты, мм | 690-1060 | 700-1120 |
| Рабочая поверхность стола (ширина х длина), мм | 400 х 450 | 450х500 |
| Наибольший ход стола , мм | 270 | 300 |
| Питающая электросеть: | ||
| Рот тока | переменный трехфазный | переменный трехфазный |
| переменный трехфазный | 50 | 50 |
| Напряжение, в | 380 | 380 |
| Масса станка с электрооборудованием , кг | 880 | 1200 |
Вертикально-сверлильный станок 2Н125: технические характеристики
Краткая характеристика электрооборудования. Электрооборудование станков включает в себя трехфазный короткозамкнутый асинхронный электродвигатель вращения и рабочей подачи шпинделя, электронасос охлаждения, электроаппаратуру управления.
https://www.youtube.com/watch?v=XC6zrboxV4I\u0026t=114s
Величины напряжений переменного тока могут быть следующие:
Напряжение силовой цепи определяется заказчиком.
Сведения о первоначальном пуске. При первоначальном пуске станка необходимо освободить магнитные пускатели от клиньев, проверить надежность зажима проводов и заземления, целостность монтажа электрооборудования внешним осмотром.
Скачать Паспорт и электросхема вертикально-сверлильного станка 2Н125
После осмотра в электрошкафу управления вводным автоматом QI станок подключить к цеховой сети, при помощи кнопок и выключателей проверить четкость срабатывания магнитных пускателей и реле, правильность направления вращения электродвигателя M1. Проверку необходимо производить на холостом ходу.
Описание режимов работы. Включением вводного автомата Q1 подается напряжение на главные и вспомогательные цепи, на пульте загорается сигнальная лампа Н2. Если необходимо охлаждение и освещение, то соответствующие выключатели ставятся в положение ВКЛЮЧЕНО.
Кузнечно прессовое оборудование его установка
Нажатием кнопки S2 ВПРАВО катушка пускателя KI получает питание, главные контакты включают электродвигатель MI на правое вращение шпинделя. Через блок-контакты K1 включается пускатель К2, включающий электродвигатель М2 и реле задержки К7.
При нажатии кнопки S3 ВЛЕВО происходит отключение пускателя K1, электродвигателя MI, реле К7. После разряда конденсатора СЗ контакты реле К7 (28-26) замыкаются, и происходит включение пускателя КЗ и электродвигателя M1 на левое вращение шпинделя. Реле К7 включается снова.
Скачать Паспорт и электросхема вертикально-сверлильного станка 2Н125
pasportanastanki.ru
Расположение органов управления сверлильным станком 2Н125
Расположение органов управления сверлильным станком 2Н125
Перечень органов управления сверлильного станка 2Н125
- Табличка — «Заполнение» СОЖ
- Табличка — «Слив»
- Кран включения охлаждения
- + 19 Болты для регулировки клина стола и сверлильной головки
- Рукоятка перемещения стола
- Винты зажима стола и сверлильной головки
- Табличка — «Заземление»
- Вводный выключатель
- Табличка — «Главный переключатель»
- Сигнальная кнопка СТАНОК ВКЛЮЧЕН
- Кнопка включения правого вращения шпинделя
- Кнопка включения левого вращения шпинделя
- Кнопка включения качательного движения шпинделя при переключении скоростей и подач
- Рукоятка переключения скоростей
- Кнопка СТОП
- Табличка — «Частота вращения»
- Табличка — «Менять скорость только при остановке»
- Винты зажима стола и сверлильной головки
- +4 Болты для регулировки клина стола и сверлильной головки
- Табличка — «Подача, мм за одни оборот»
- Рукоятка переключения подач
- Кнопка включения ручной подачи
- Штурвал механизма подач
- Лимб для отсчета глубины обработки
- Выключатель освещения
- Табличка — «Охлаждение»
- Выключатель насоса охлаждения
- Кулачок для настройки глубины обработки
- Кулачок для настройки глубины нарезаемой резьбы
- Рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы
- Рычаг отключения механической подачи при достижении заданной глубины обработки
- Квадрат для ручного перемещения сверлильной головки
Станки универсальные вертикально-сверлильные 2Н125, 2Н135, 2Н150
- Главная
- Видеотека Естествознание Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание — как наука
- Теоретическая механика и сопромат
- Металлообра-батывающие станки
forkettle.ru
Вертикально-сверлильный станок 2Н125Л: устройство,схемы, характеристики
Кинематическая схема вертикально-сверлильного станка 2Н125Л
Коробка скоростей вертикально-сверлильного станка 2Н125Л
Коробка скоростей предназначена для сообщения шпинделю 9 различных скоростей, за счет перемещения двух подвижных блоков. Подшипники валов коробки скоростей станка размешены в верхней 1 и нижней 2 плитах, которые стягиваются между собой стяжками 3.
Механизм коробки скоростей приводится во вращательное движение от электродвигателя через эластичную предохранительную муфту и зубчатую передачу.
Вал 4 имеет форму гильзы, шлицевое отверстие передает вращательное движение шпиндельной бабки станка.
DIY любительский распиловочный стол
Переключение подвижных блоков шестерен осуществляется с помощью одной рукоятки, которая имеет три фиксированных положения по окружности и вдоль оси.
Ручка 6 размещена на лицевой поверхности сверлильной головки, через шестерню 7 и круговую рейку 8 осуществляет перемещение 2 штанг 9 и 10, на котором размещены вилки переключения подвижных блоков.
Коробка подач вертикально-сверлильного станка 2Н125Л
Коробка подач сверлильного станка расположена в отдельном литом корпусе 1 и состоит из трехвалового механизма.
Вращение коробки подач станка осуществляется через шестерни 5, расположенные на гильзе 4 коробки скоростей.
На первом валу коробки подач сидит подвижная тройчатка 3. С помощью нее подается 3 автоматические подачи на шпиндельную бабку.
Переключение подвижных блоков осуществляется ручкой 4, которая с помощью шестерен 5 перемещает вилку 6, которая в свою очередь переключает подвижные блоки.
Фиксация подвижного блока шестерен производится с помощью фиксации ручки 4 и шарикового фиксатора, расположенного в вилке 6. На выходном валу коробки подач станка установлена шестерня 7, передающая крутящий момент червяку механизма подач.
Сверлильная головка вертикально-сверлильного станка 2Н125Л
- Сверлильная головка сверлильного станка представляет собой чугунный корпус, в котором смонтированы все основные узла оборудования: коробка подач, скоростей, шпиндельная бабка и механизм подач.
- Все узлы, кроме механизма подач собираются отдельно и крепятся к сверлильной головке.
- Механизм подач состоит из:
- Червячной передачи;
- Вала с реечной шестерней;
- Лимба со связанными с ним деталями, рукоятки, кулачковые и храповые обгонные муфты.
Механизм подач предназначен для выполнения различных функций, а именно:
- Ручной подвод режущего инструмента к детали;
- Включения и выключение рабочей подачи;
- Ручное опережение подачи инструмента;
- Ручной отвод шпиндельной бабки вверх.
Техническая характеристика вертикально-сверлильного станка 2Н125Л
| Основные параметры | 2Н125Л |
| Наибольший диаметр сверления, мм | 25 |
| Размер конуса шпинделя | Морзе 3 |
| Наибольший ход шпинделя, мм | 150 |
| Вылет шпинделя, мм | 250 |
| Диаметр рабочей поверхности стола, мм | 400 |
| Длина обработанной поверхности плиты, мм | 435 |
| Ширина обработанной поверхности плиты, мм | 560 |
| Наибольшее вертикальное перемещение стола, мм | 525 |
| Перемещение стола за 1 оборот рукоятки, мм | 1,75 |
| Наибольшее перемещение сверлильной головки, мм | 215 |
| Цена деления лимба, мм | 1 |
| Вес станка,кг | 670 |
www.metalstanki.com.ua
Паспорт 2Н125 (Ø 25 мм) Станок универсальный вертикально-сверлильный (Стерлитамак)
Наименование издания: Часть 1: Руководство по эксплуатации (2Н125.00.000 РЭ) – 25 страниц Часть 2: Материалы по быстроизнашивающимся деталям (2Н125.00.000 РЭ), (2Н135.00.000 РЭ),(2Н150.00.000 РЭ) – 23 страницы Часть 3: Свидетельство о приёмке (2Н125.00.000 РЭ1) – 11 страниц Часть 4: Материалы по запасным частям (2Н125.00.
000 РЭ3) – 62 страницы Часть 5: Электрооборудование (2Н125.00.000 РЭ), (2Н135.00.000 РЭ),(2Н150.00.
000 РЭ) – 15 страниц Выпуск издания: Стерлитамакский завод имени Ленина Год выпуска издания: 1986 Кол-во книг (папок): 5 Кол-во страниц: 136 Стоимость: Договорная Описание: Полный комплект документации