Заточка фрезы – скорее, необходимость, чем возможность проверить свои навыки. Если фреза сохранила идеальные, свойственные ей очертания, её не выгнуло «яйцом», центр тяжести не смещён, то её не меняют, а подтачивают.
Все фрезы, кроме алмазных, подлежат заточке. Заточить фрезу, не содержащую алмазных частиц на режущей кромке, возможно, если её наконечник не содержит победитового сплава, придающего фрезе особую прочность. С победитом справится лишь алмаз – а для остальных фрез, изготовленных из разнообразных сортов быстрорежущей инструментальной стали, сгодится и обычный станок.
Фрезы из инструментальной стали применяются, будучи изготовленными из инструментальных быстрорежущих сталей. Их зубья сработаны из особо твёрдых сплавов. Фиксируются эти зубцы с помощью пайки высокотемпературным припоем, выдерживающим нагрев от трения об обрабатываемую деталь до сотен градусов.
Составные фрезы, позволяющие резать и обтачивать заготовки и детали в нескольких плоскостях и проекциях, изготавливают на специальных станках.
Станок, на котором устанавливается такая фреза, обладает возможностью регулировать подачу точильного круга с разных сторон, позволяя мастеру подобрать оптимальный угол обточки.
Фрезы по дереву точатся при помощи простого точильного бруска или круглого, кольцеобразного камня, закреплённого на двигателе от дрели с помощью особых зажимов на её переходнике. Пуск и работа точильного привода производятся с малыми оборотами. Цель – равномерно заточить, сохраняя при этом угол обтачивания, как это сделано заводом-изготовителем.
Спиральные фрезы обтачиваются сложнее, на шлифкруге чашечного типа. Обтачиваются тыловые поверхности зубцов, а стабильность угла поддерживает специальный фиксатор.
Если за углом и неподвижностью фрезы в моменты заточки не проследить, то фреза сразу же расцентруется, и возникнет паразитная вибрация, в считанные часы непрерывной работы разбивающая любые подшипники.
Снятие одного из слоёв происходит на глубину до 0,04 мм, в два подхода – последнее необходимо для чистовой заточки.
Концевые фрезы по металлу обтачиваются так же, как и резаки по дереву – за исключением обтачивания торцевых зубцов. Каждый из этих зубьев располагается по горизонту.
Обтачивающий круг движется вдоль него под заранее выставленным углом. Мастер проследит, чтобы действия по обточке шли однообразно и последовательно.
Червячные фрезы по металлу обтачиваются исходя из формы зубцов – острозаточенные обрабатываются сзади, заточенные с тыльной стороны – спереди.
Точить своими руками фрезы на станке сможет даже новичок – после ввода в курс дела. Для сложных косозубых и фрез со спиральными зубьями станок обеспечит необходимое усилие вращения.
Насадные (модульные) сборные фрезы затачиваются так же, как и простые торцовые – их зубья часто располагаются на торце, а сам резак представляет собой насадку, отдалённо напоминающую режущую коронку.
Зубья у модульных фрез могут располагаться как спереди (на конце), так и по бокам.
Шипорезные резаки представляют собой конструкцию, зубцы которой расположены радиально, подобно цветку. Они расположены на общей основе. Воображаемые линии, соединяющие их верхушки, представляют собой правильный многоугольник. Обточка шипорезных изделий производится следующим образом.
Точильный диск располагается так, что плоскость, проходящая через его точку соприкосновения с шипом, параллельна внешней плоскости торца (если фрезу поставить вертикально на него).
Угол обточки равен величине, зависящей от угла расположения центральной оси шипа, отнятой от прямого угла. Задача – получить аккуратно срезанный, сточенный шип: он отчётливо выделяется на чертеже продольной проекции изделия.
Плоскость его обточки параллельна плоскости гладкой части торца. Затачиваются такие резаки только на станке.
Заточить винтовые зубья, расположенные с боков, возможно следующим образом.
- Установите фрезу в цангу станка.
- Поставьте копировальное остриё в самом высоком положении. Конец острия должен соприкоснуться с наружным краем канала торцевой фрезы.
- Выдвиньте резак в позицию, при которой остриё займёт место возле хвостовой части фрезы, уткнувшись в канал зубца.
- Переместите точильный круг, используя рукоятку бокового смещения. Наружная кромка должна состыковаться с остриём.
- Запустите станок. При помощи рукоятки подведения круга перемещайте его по направлению к обтачиваемому резаку. В результате заточка выдаст шлейф искр – раскалённых микроскопических частиц металла.
- Используя шкалу подачи, отрегулируйте толщину стачиваемого слоя – не более 0,05 мм.
- Чтобы заточить зуб по всей его протяжённости, втяните шпиндель с фрезой до схода её с острия. Не нарушайте контакта фрезы с остриём. Фреза провернётся таким образом, что шлифуемая кромка не потеряет соприкосновение с точильным кругом, если их взаиморасположение не меняется.
- Повторите вышеописанные действия для второго подхода. Он является гарантией безупречности обточки инструмента.
- Повторите оба подхода обточки для остальных зубцов.
Одинаковая заточка для всех зубцов обеспечивается постоянством толщины стачиваемого слоя. Этого легко достичь, не изменяя положения рукоятки прямой подачи.
Затачивая торцевые зубья, придерживайтесь следующей инструкции.
- Торцевую фрезу поставьте в позицию, при которой обтачиваемый в данный момент зуб выставился бы по горизонту. Если на станке нет шкалы градуировки, горизонтальность проверяется с помощью линейки-угла (90 градусов).
- Перемещайте обтачивающую грань точильного круга вдоль режущей кромки зубца.
Когда требуется выставить угол обтачивания, сместите точильный круг вверх или вниз. Либо наклоните под этим же углом шпиндель с установленной фрезой. Последнее действие возможно не на всех станках.
От домашнего мастера требуется лишь любой электропривод и абразивные диски с разным показателем зернистости. Затачивание вручную – без привода – фрез возможно лишь при их наиболее простом исполнении (меньшей сложности, разнообразия расположения режущих зубцов в нескольких плоскостях), также потребуются бруски с таким же показателем зернистости, как и точильные круги.
Абразивный брусок или круг перед началом работ смачивают обычной или мыльной водой – она предотвратит перегрев материалов (включая припой, держащий зубья), из которых сделаны рабочие части фрез.
Равномерность обточки вручную сложнее проконтролировать из-за непостоянства человеческой прижимной силы – по сравнению с таким же воздействием со стороны механики станка.
Второй фактор – не меняя усилие, считать количество возвратно-поступательных движений.
Ручное обтачивание, хоть и является относительно бесплатным, чревато случайной необратимой порчей фрезы: переточенное (когда мастер перестарался) восстановить невозможно, поможет лишь смена фрезы на новую.
Восстановив остроту режущих зубцов, фрезу тщательно осматривают. На глаз можно определить лишь зазубрины, сколы – например, при неправильном значении зернистости точильного абразива. Рассмотрите отточенную фрезу под лупой.
Острия (зубцы) должны быть гладкими.
Завод-изготовитель перед продажей шлифует фрезы, делая их почти идеальными, но практическое значение имеет не матовый блеск острия, а его применимость, соответствие заводскому допуску его технических характеристик.
Угол заточки спереди и сзади не должен отклоняться более чем на градус. Измерить правильный угол возможно лишь с помощью угломера 2-УРИ либо при помощи маятникового измерителя.
Последние, но не менее существенные параметры – смежное и противоположное биение. Первое – величина между соседними зубьями, второе – между противоположными зубцами. Торцевые фрезы обладают допусками в 40-60 мкм. Большее значение сразу же приведёт к появлению дестабилизирующей всю механику фрезера вибрации. Она скажется и на качестве обтачивания заготовок.
Не продолжайте работать на затупленных фрезах. Есть риск повредить обтачиваемые заготовки, необратимо проточить зубья фрезы до их полного истирания, а также «загнать» станок на износ.
Не приступайте к обточке затупленных резаков, не выставив угол обточки зубцов – и не установив точильный круг с требуемой зернистостью. Если такого круга нет – лучше подождать, пока не приобретёте нужный.
Если доступа к затачивающему станку нет, а дальнейшая работа не терпит простоя – воспользуйтесь подручными средствами. Обтачивая фрезу вручную, действуйте крайне осторожно, чтобы не «переточить» ни один из зубьев.
Если зубья стёрлись настолько, что обточка с использованием любых приспособлений не даст существенной эффективности дальнейшей работы, то поменяйте изношенный резак на новый.
Не пытайтесь обточить алмазную фрезу на оборудовании с обычными точильными кругами. Толку здесь не будет никакого, зато сам круг сточится. Дело в том, что алмаз существенно твёрже точильного диска.
Победитовые фрезы обтачиваются только на дисках с алмазным напылением. Обточить победитовые зубцы на дисках из карбида или электрокорунда весьма затруднительно – заточка резака займёт значительно больше времени, чем это обычно требуется, а сам круг будет заметно проточен.
Избегайте применения фрез-подделок. Обтачивать их предстояло бы после каждого сеанса работы с одной или несколькими деталями – и это в лучшем случае.
Резаки из чёрной стали, не содержащей легирующих присадок, не закалённой дополнительно, пригодны разве что для обработки дерева и пластика.
Отрезные изделия по дереву, рассчитанные для ручного фрезера, подделывают чаще, чем резаки по металлу.
Станок должен периодически – при интенсивном использовании раз в 3 месяца или полгода – очищаться и смазываться. Очистка осуществляется до смазки движущихся его частей. Дело в том, что механика, в частности подшипники, не терпит так называемого масляного голода – срок её службы сокращается на порядок.
Алмазные резаки всех видов и разновидностей, включая торцевые, проходят контроль со стороны эксперта.
При необходимости тот поспособствует повторному нанесению ранее утраченной алмазной крошки.
Если изделие децентровано настолько, что даже после восстановления оно будет «бить» фрезер во все стороны, то сам резак должен быть заменен, невзирая на его сравнительно высокую цену.
Детальнее о том, как заточить фрезу, смотрите в следующем видео.
Полное руководство по концевым фрезам — типы и применение — Блог Станкофф.RU
Концевые фрезы являются разновидностью фрез используемых на фрезерных станках и необходимы для обработки узких плоскостей, пазов, уступов и контурной обработки. Концевое фрезерование является одной из наиболее распространенных процедур в промышленной обработке. Этот процесс отличается от других операций наличием режущих зубьев по бокам и на конце фрезы, что является основным отличием от других фрез.
Фрезерный станок, выполняющий пазовое фрезерование
Однако, когда дело доходит до выбора подходящей концевой фрезы, это может оказаться непосильной задачей: HSS, твердый сплав, шаровидная фреза, фреза с хвостовиком bull-nose, клиновидная фреза, центральная кромка, канавки… Знаете ли вы, что означают все эти термины? В этой статье вы найдете полный обзор типов концевых фрез, областей их применения и руководство по выбору подходящей.
Люди, не знакомые с режущими инструментами, могут быть немного озадачены разницей между концевыми фрезами и сверлами. Все довольно просто: основное различие становится понятным при более внимательном рассмотрении формы и геометрии сверл и их канавок.
Сверла предназначены для сверления непосредственно в материале и создания отверстий только в осевом направлении. Концевые фрезы могут врезаться в материал в боковом направлении и создавать пазы или профили.
Некоторые типы концевых фрез могут резать во всех направлениях и позволяют выполнять профильное, трассирующее или торцевое фрезерование, врезание, контурирование, пазовое фрезерование, сверление и рассверливание.
Основная структура и терминология
На рисунке выше вы можете увидеть наиболее важные технические характеристики для четкого описания концевых фрез. Кроме того, мы можем классифицировать их по типу (например, шаровидные, квадратные и т.д.), количеству канавок, а также материалу и покрытию.
Типичное описание продукта может выглядеть следующим образом:
Типовая характеристика концевой фрезы
Все характеристики определяют, для каких целей подходит концевая фреза с точки зрения скорости, формы, тонкости обработки и общей производительности. Поэтому очень важно знать основы, прежде чем выбирать набор концевых фрез для своей работы. Далее мы расскажем вам о самых важных типах.
Набор концевых и других фрез
Ниже мы собрали основные характеристики наиболее распространенных типов концевых фрез. Этот список не является исчерпывающим. Существуют более специализированные продукты для нестандартного применения.
Концевые фрезы с шаровым наконечником имеют закругленный кончик. Они в основном используются для трехмерного фрезерования контурных поверхностей, округления канавок, прорезки карманов, неглубокого паза и других операций контурного фрезерования. Могут использоваться в качестве завершающей фрезы для некоторых «финишных штрихов».
Квадратные или плоские концевые фрезы являются наиболее часто используемым типом.
Это высок универсальные фрезы для всех видов работ, таких как профилирование, пазование, боковое и торцевое фрезерование и т.д.
Плоские концевые фрезы обеспечивают идеальные угловые срезы под углом 90 градусов на вашей заготовке. В зависимости от заготовки они могут применяться как для черновой, так и для чистовой обработки.
Если у концевой фрезы один конец намного тоньше другого, то скорее всего это фреза типа «рыбий хвост». Благодаря тонкой форме фрезы эта конструкция может погружаться непосредственно в материал и создавать плоскую поверхность без раскалывания. Они также подходят для создания карманов, фрезерования и обработки контуров.
Данный тип фрез очень похож на квадратные концевые фрезы с тем отличием, что концевые фрезы с бычьим носом имеют закругленные углы, которые помогают равномерно распределить силу резания.
Отлично подходят для создания канавок с плоским дном и закругленными внутренними углами, имеют слегка закругленные углы, которые помогают равномерно распределять силу резания, что предотвращает повреждение лезвия и продлевает срок его службы.
Благодаря способности создавать канавки с плоским дном и слегка закругленными внутренними углами, чаще всего используются для фрезерования пресс-форм.
Черновые концевые фрезы, как следует из названия, быстро снимают большое количество материала заготовки, особенно на сложных этапах резания. Они обеспечивают быструю, грубую обработку при низкой вибрации, которая затем дорабатывается другой фрезой.
V-образные фрезы получили свое название благодаря своему внешнему виду создаваемому небольшими углами и наконечником. Эти специализированные концевые фрезы используются для гравировки, узких разрезов, линий и даже знаков. Существует два основных типа: V-образных фрез с углом 60 и 90 градусов.
Эти центровочные резцы могут использоваться для врезания и предназначены они для обработки угловых пазов. Обычно они используются в литье под давлением и пресс-формах.
Концевые фрезы из высокоскоростной стали (HSS — High Speed Steel) стоят дешевле твердосплавных фрез. Они подходят для обработки широкого спектра материалов, включая многие металлы.
Их можно использовать в течение длительного времени до повторной заточки, так как они обладают хорошей износостойкостью. Фрезы из быстрорежущей стали являются наиболее подходящими для большинства стандартных операций.
Однако общий срок службы инструмента короче, и вы получаете больше ограничений в плане скорости и производительности.
Вот что вы получите, заплатив за более дорогие твердосплавные концевые фрезы: повышенную жесткость, высокую теплостойкость и значительно более высокую скорость резания по сравнению с HSS. Это не только повышает производительность, но и позволяет резать более широкий спектр (более твердых) материалов. Твердосплавные концевые фрезы часто используются для чистовой обработки.
Правда заключается в том, что не существует универсального решения.
Мы рекомендуем вам задать себе несколько важных вопросов, прежде чем принимать решение:
- Какой материал вы собираетесь резать?
- Насколько точные характеристики вы хотите получить в вашей заготовке?
- Насколько глубоко вы будете резать?
- Насколько важны подача, скорость и производительность резки?
и так далее.
Ответив на эти и другие вопросы, вы сможете лучше понять, какой тип концевой фрезы необходим для ваших задач. Итак, давайте подробнее рассмотрим наиболее важные аспекты, которые вам необходимо принять во внимание.
Сначала спросите себя, какие материалы вы хотите резать с помощью нового набора концевых фрез. Это значительно сузит круг «потенциальных кандидатов», поскольку некоторые типы концевых фрез специально изготавливаются для определенных металлов/материалов. Для цветных материалов, таких как алюминий, вам потребуются другие формы, материалы и размеры инструмента, чем, например, для стали.
Конечно, технически вы можете попытаться разрезать любой материал одной и той же концевой фрезой, но производительность резания и качество обработки заготовки будут варьироваться от превосходных до неприемлемых. Использование неправильной фрезы также довольно быстро приведет к поломке инструмента. Мы уверены, что вы хотели бы избежать этого.
Зубья — это спиралевидные режущие кромки на конце фрезы. Концевые фрезы могут иметь до 12 зубьев, однако чаще всего встречается от двух до четырех. Все, что имеет более пяти зубьев, относится к концевым фрезам, используемым для очень тонкой обработки.
Если вы хотите выполнить глубокую резку в таких материалах, как пластмасса или алюминий, то вам нужно меньше таких режущих зубьев.
Для более твердых материалов нужны более прочные режущие инструменты с большим количеством канавок и гладкими (но не очень глубокими) резами.
Количество зубьев
Количество зубьев также влияет на скорость подачи фрезы, качество обработки поверхности заготовки и способность фрезы удалять стружку.
Чем больше число зубьев у вашей концевой фрезы, тем большую скорость подачи вам придется использовать или уменьшить скорость вращения.
Поэтому обязательно проверьте скоростные возможности вашей фрезы и вашего шпинделя, так как это напрямую влияет на тип концевой фрезы, которую вы можете использовать.
Помимо количества зубьев, есть еще несколько размеров и характеристик концевых фрез, на которые следует обратить внимание: диаметр фрезы, глубина реза и длина, а также профиль инструмента.
Инженерный чертеж и размеры
Диаметр фрезы
Диаметр фрезы определяет ширину паза, который вы можете создать с помощью вашей концевой фрезы. Он также влияет на объем удаления стружки при боковом фрезеровании. Поэтому перед покупкой и/или установкой фрезы для резки убедитесь, что выбрали концевую фрезу с соответствующим диаметром, чтобы получившаяся деталь соответствовала техническим требованиям.
Глубина резания и длина контакта
Требуемая наибольшая длина контакта определяет глубину реза, необходимую для вашей концевой фрезы. В идеале нужно выбирать длину, достаточную для предотвращения свеса и обеспечения жесткого и точного процесса резания. Простой прием заключается в том, чтобы умножить диаметр фрезы на пять. Если это число больше, чем требуемая глубина резания, можно рассмотреть вариант с выступом.
Угол спирали
Ваша фреза, вероятно, имеет угол спирали около 30 градусов. Если вы хотите уменьшить силу резания для минимизации тепловыделения и вибрации, вам необходимо использовать фрезы с большим углом спирали. Такие концевые фрезы также обеспечат лучшую чистоту поверхности. Однако вам придется пойти на некоторые компромиссы в отношении скорости подачи, с которой вы можете резать, и глубины резания.
Профиль инструмента
И наконец, рассмотрим профиль инструмента концевой фрезы. Квадратный, фреза рыбий хвост, с шаровым наконечником и т.д. служат для различных целей. Это просто напоминание, поскольку мы рассмотрели каждый тип выше.
Концевые фрезы с центральным резцом могут погружаться в материал вертикально. Некоторые фрезы не могут этого делать, потому что у них нет режущей кромки посередине. Они могут выполнять резание только вниз под углом примерно 45 градусов. Пока все просто. Так почему же существуют конструкции с центральным резцом и без него?
Мы уже говорили о важности зубьев. Большинство концевых фрез с двумя и тремя зубьями относятся к фрезам без центрового отверстия. Четыре зубца иногда используются для фрез с центровым отверстием.
Как это часто бывает, основное различие заключается в цене. Фрезы без отверстия в центре стоят дороже, и повторная заточка такой фрезы также обойдется вам дороже.
Это цена, которую вы платите за большую гибкость погружения.
Фрезы с отверстием в центре затачиваются легче, а также лучше очищаются от стружки. Мы советуем вам использовать концевые фрезы без отверстия в ццентре, если вы можете себе это позволить.
Но если вы практически никогда не используете длину фрезы на 100-процентов, вы можете просто выбрать фрезу с отверстием — вам просто нужен вход рампы в нижнюю часть реза для операций с карманами.
Разница действительно сводится к тому, как вы будете резать.
При резании фрезой без отверстия в центре также имеется место для большего количества зубьев, что в среднем может позволить увеличить скорость подачи при сохранении той же нагрузки на стружку.
Стоит ли приобретать набор концевых фрез с покрытием или нет, зависит, опять же, от области применения. Фреза с покрытием может значительно повысить производительность резания.
Вы можете установить более агрессивные параметры обработки, например, SFM (Surface Feet per Minute), поскольку твердость поверхности инструмента с покрытием намного выше. Обычно также улучшается удаление стружки и увеличивается срок службы инструмента.
Наиболее распространенными покрытиями являются нитрид титана (TiN), карбонитрид титана (TiCN) и нитрид титана алюминия (AlTiN).
Фрезы с титановым покрытием
Заточка и контроль фрез после заточки
Заточка фрез — заключительная операция для получения заданных геометрических параметров, а также для восстановления режущих свойств, утраченных в результате износа зубьев. Правильно выполненная заточка увеличивает стойкость фрезы, а следовательно, снижает расход режущего инструмента.
При эксплуатации не следует доводить фрезы до величин износа, превышающих установленные оптимальные значения, принятые за критерий затупления. Поэтому необходимо следить за состоянием режущих кромок и производить своевременную заточку фрез, не допуская чрезмерно большого износа или поломки зубьев.
Заточка фрез производится на универсально-заточных станках или на специальных заточных станках. Для обеспечения правильной заточки фрез, соблюдения установленных норм допускаемых биений, обеспечения установленного качества поверхностей и режущих кромок необходимо, чтобы заточные станки и приспособления удовлетворяли следующим требованиям: 1.
Шпиндели станков и приспособлений должны обладать достаточной виброустойчивостью, хорошо смазываться и легко вращаться, осевое и радиальное биение не должно превышать 0,01 мм. 2. Механизмы подач должны работать без заеданий во всех направлениях, иметь минимальные зазоры и обеспечивать легкое и плавное перемещение закрепленной фрезы. 3.
Сменные шпинели и шайбы для крепления заточных кругов должны обеспечивать точную посадку заточного круга или доводочного диска на шпинделе станка, не вызывая вибраций при заточке и неравномерного износа круга или диска. 4. Суммарное биение шпинделя станка, приспособления и оправки должно быть меньше допустимого биения затачиваемой фрезы.
Правильный выбор шлифовального круга и режимов заточки дает возможность получить заданные геометрические параметры режущей части и требуемое качество заточенной поверхности, что связано с повышением режущих свойств фрезы.
В табл. 27 приведена характеристика абразивного инструмента и ориентировочные режимы заточки инструментов из инструментальных сталей и инструментов, оснащенных пластинками твердого сплава и минералокерамикой.
Заточка фрез из быстрорежущих сталей повышенной производительности — кобальтовых и ванадиевых — значительно отличается от заточки фрез из быстрорежущей стали Р18.
Указанные стали отличаются плохой шлифуемостью и повышенной склонностью к прижогам.
Заточка инструмента с винтовым зубом, в том числе и цилиндрических фрез, осуществляется на универсальнозаточных станках. Цилиндрические фрезы с остроконечными зубьями затачивают по задней поверхности чашечными и дисковыми кругами (рис. 265).
При заточке фрезу надевают на оправку Ось чашечного круга устанавливают относительно фрезы так, чтобы круг касался затачиваемой фрезы только одной стороной. С этой целью торцовую плоскость чашечного круга наклоняют под углом 1 — 2° к оси фрезы (рис. 265, а).
Для образования заднего угла ось чашечного круга располагают ниже оси затачиваемой фрезы на величину Н (рис. 265, б), которая определяется в зависимости от диаметра фрезы и заднего угла и по формуле Н = D/2 * sinα.
Если оси чашечного круга и затачиваемой фрезы будут расположены в одной горизонтальной плоскости, то задний угол гх после заточки будет равен нулю (рис. 265, в). Положение зуба фрезы при заточке фиксируется упором, который устанавливается очень близко к режущей кромке. Иногда применяют специальный прибор для установки упора по высоте.
При заточке цилиндрических фрез дисковыми кругами задняя поверхность зуба получает несколько вогнутую форму с повышенным значением заднего угла. Однако при правильном выборе диаметра шлифовального круга эта вогнутость не оказывает никакого вредного влияния.
Заточка торцовых фрез Торцовые фрезы, изготовленные из быстрорежущей стали, а также ряд фрез, оснащенных пластинками твердого сплава, затачиваются в собранном виде.
Заточка главной задней поверхности торцовых фрез производится торцовой плоскостью чашечного шлифовального круга (рис. 266, а). При заточке вспомогательной задней поверхности (рис. 266, б) фрезу сначала устанавливают так, чтобы ее вспомогательная режущая кромка занимала горизонтальное положение.
Затем ось фрезы поворачивают в горизонтальной плоскости на величину вспомогательного угла в плане φ1 и одновременно наклоняют в вертикальной плоскости на торцовый задний угол α1. Заточка передней поверхности зуба фрезы производится как торцом тарельчатого шлифовального круга, так и периферией дискового круга.
При заточке необходимо образовать заданные по чертежу величины углов φ, γ, и λ.
Заточка дисковых фрез Заточка дисковых фрез по главной задней поверхности производится подобно заточке цилиндрических и концевых фрез чашечным кругом. Заточка по вспомогательной задней поверхности торцовых зубьев производится таким же способом, как и для торцовых фрез.
При заточке торцовых зубьев по передней поверхности затачиваемые зубья направлены кверху, а фрезы занимают вертикальное положение, когда фреза имеет простые зубья и наклонное — при заточке фрез с разнонаправленными зубьями. При этом угол наклона оси фрезы в вертикальной плоскости равняется углу наклона главной режущей кромки.
Заточка концевых фрез Заточка концевых фрез с винтовым зубом осуществляется также вручную на универсально-заточных станках.
Заточка концевых фрез по главной задней поверхности производится так же, как и цилиндрических фрез торцовой поверхностью чашечного круга, при установке концевой фрезы в центрах.
Заточка по вспомогательной задней поверхности осуществляется подобно торцовым фрезам чашечным кругом.
В настоящее время выпускается полуавтомат модели ВЗ125 для заточки концевых фрез диаметром 14 — 50 мм передней и задней поверхностей.
Заточка фрез с затылованными зубьями Фасонные фрезы с затылованным зубом затачиваются только по передней поверхности.
При этом величина переднего угла и после заточки должна отклоняться от заданного значения не более чем на ±1°, так как изменение переднего угла вызывает искажения фасонного профиля.
Фрезы с прямыми канавками затачивают плоской стороной чашечного круга (рис. 267, а), а фрезы с винтовыми канавками — его конической стороной (рис. 267, б).
При отсутствии специальных заточных станков рекомендуется сначала шлифовать фрезу по спинке зуба с упором на переднюю поверхность (рис.
268, а), а затем затачивать переднюю грань с упором на спинку зуба (рис.
268, б), к которому фрезу прижимают вручную При заточке фрез с прямыми канавками упор устанавливают на столе станка, а при заточке фрез с винтовыми канавками — на корпусе шлифавальной бабки.
Чтобы после заточки режущие кромки имели минимальное биение, заточку рекомендуется производить по копиру, имеющему то же число зубьев, что и затачиваемая фреза (рис. 269). Износ затылованных фрез по задней поверхности допускается не более 0,5 — 0,75 мм. При большей величине износа .фрезу следует затачивать по всему профилю, что значительно удорожает стоимость заточки.
Заточка сборных фрез (фрезерных головок) Индивидуальная заточка вставных резцов сборных фрез может быть произведена лишь на точиле с подручником или на универсально-заточном станке с креплением резца в трехповоротных тисках.
При закреплении резцов в тисках во избежание образования трещин в пластинках в качестве амортизатора рекомендуется ставить прокладку из пористой резины между подвижной губкой тисков и вставным зубом. Каждый вставной резец торцовой фрезы затачивают окончательно с одной установки. При таком методе 'заточки износ шлифовального круга не влияет на точность заточки.
Вращение круга при заточке твердосплавной пластинки должно быть направлено от основания к лезвию фрезы для избежания микровыкрашиваний в процессе заточки.
В промышленности применяются торцовые твердосплавные фрезы, ножи которых затачивают в сборе. Многогранные неперетачиваемые пластинки, применяемые в современных конструкциях сборных торцовых фрез, обрабатывают по ленточке и опорной плоскости.
Доводка фрез Доводка рабочих граней зубьев фрез позволяет уменьшить неровность лезвий и поверхностей заточенного инструмента; устранить завалы поверхностей и придать инструменту более правильную геометрию и размеры; устранить поверхностные тонкие слои с прижогами и трещинами, возникшими при заточке.
Наибольшее распространение получили алмазная и абразивная доводки. Алмазная доводка осуществляется алмазными кругами на керамической или бакелитовой связке; абразивная доводка — мелкозернистыми кругами из зеленого карбида кремния и пастой карбида бора, нанесенной на чугунные диски.
Доводке подвергают главным образом инструменты, оснащенные пластинками твердых сплавов и минералокерамикой, а также фрезы из быстрорежущих ванадиевых сталей на специальных доводочных станках.
Так, например, алмазная доводка по ленточке многогранных неперетачиваемых пластинок осуществляется на специальном доводном станке модели ЗВ-20 в специальных кассетах; доводку опорной плоскости целесообразно производить на плоскошлифовальном станке в специальных кассетах дисковыми алмазными кругами.
Для повышения качества инструмента из быстрорежущих ванадиевых сталей (Р9Ф5, Р14Ф4 и др.) необходимо после абразивной заточки применять чистовую заточку и доводку алмазными кругами на керамической или бакелитовой связке. Алмазную доводу фрез из быстрорежущей стали Р18 рекомендуется применять лишь для прецизионных фрез.
Доводка твердосплавных инструментов алмазными кругами обеспечивает шероховатость поверхности более высокого класса чистоты по сравнению с заточкой кругами из зеленого карбида кремния и доводкой карбидом бора.
При фрезеровании пластичных материалов с невысокой прочностью и сильным истирающим действием алмазная доводка позволяет увеличить стойкость в два — пять раз по сравнению только с заточкой кругами из зеленого карбида кремния. Это различие с увеличением скорости резания возрастает.
При фрезеровании высокопрочных, твердых сталей и титановых сплавов, в особенности на пониженных скоростях резания и при использовании хрупких твердых сплавов, доводка алмазными кругами либо малоэффективна, либо проводит к снижению стойкости инструмента вследствие выкрашивания режущих кромок фрез.
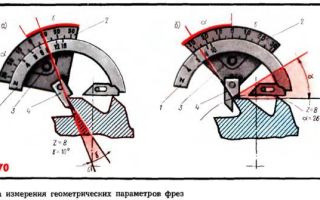
Контроль фрез после заточки Контроль фрез после заточки заключается в проверке геометрических параметров режущей части фрезы, биения фрезы и класса чистоты заточенных или доведенных поверхностей. Для контроля геометрических параметров фрез применяют ряд приборов.
Основное требование, предъявляемое к этим приборам, — простота в эксплуатации и возможность пользования ими непосредственно на рабочем месте. На рис. 270 показаны схемы измерения переднего и заднего углов фрезы с помощью угломера. Угломер состоит из дуги 1 со шкалой, разделенной на риски, соответствующие числу зубьев измеряемой фрезы.
Сектор 2 перемещается по дуге 1 и фиксируется в требуемом положении винтом 3. Сектор снабжен градусными шкалами, по которым производится отсчет величин углов: передних — по шкале v и задних — по шкале α. К сектору 2 прикреплена опорная линейка 4. Передний угол, как указывалось выше, измеряется в плоскости, перпендикулярной главной режущей кромки фрезы.
Поэтому при измерении опорную линейку 4 угломера располагают в этой плоскости (главной секущей плоскости). В процессе измерения переднего угла (рис. 270, а) угломер накладывают на два соседних зуба фрезы, причем на один из зубьев угломер опирается опорной линейкой 4 по режущей кромке зуба фрезы, а на другой зуб — по передней поверхности зуба своей измерительной линейкой 1.
Линейку 1 в пазу устанавливают по высоте в соответствии с размером прямолинейного участка на передней поверхности зуба. Сектор 2 угломера поворачивают до совмещения вертикальной грани измерительной линейки 1 (ножевая сторона) с передней гранью и в этом положении закрепляют винтом 3. Правильность установки измерительной линейки 1 относительно передней поверхности определяется на просвет.
При правильной установке не должно быть зазора между ними. Отсчет производится по правой стороне сектора с надписью «передний угол» против штриха с отметкой, соответствующей числу зубьев данной фрезы (например, 6, 8, 10 и т. д.). Из рис. 270, а видно, что если, например, z=8, то v =10°, и т. д. Задний угол фрезы измеряют в плоскости, перпендикулярной оси фрезы.
В связи с этим опорная поверхность линейки 4 угломера должна располагаться также в этой плоскости. Опорной линейкой 4 угломер опирается в режущую кромку зуба фрезы, а в другой зуб — по задней поверхности горизонтальной гранью измерительной линейки 1.
Сектор 2 угломера поворачивается до «беззазорного» совмещения задней поверхности с измерительной гранью линейки, определяемого также на просвет. Отсчет в этом случае производится по левой стороне сектора с надписью «задний угол» также против штриха с отметкой, соответствующей числу зубьев фрезы. В случае, показанном на рис. 270, б, при z=8, а=27°. Погрешность угломера составляет примерно 1°30'.
- Контроль биения зубьев фрез осуществляется с помощью индикатора в тех приспособлениях, где они затачиваются, в центровых бабках или в специальных приспособлениях.
Фрезы, у которых посадочным местом является отверстие, при контроле устанавливают на горизонтальной или вертикальной оправке.
Фрезы с цилиндрическим или коническим хвостовиком при контроле устанавливаются либо в направляющей призме, либо в приборе для контроля биения рабочей части концевых инструментов.
Биение проверяют по цилиндрической поверхности зубьев, по торцовым зубьям, по угловым кромкам и по опорному торцу. Проверку биения фрезы производят после установки ее на оправку или на шпиндель фрезерного станка.
Проверку качества заточки или доводки производят внешним осмотром с помощью лупы. Режущие кромки фрез должны быть острыми, без зазубрин и выбоин. Наличие трещин на пластинках твердого сплава определяют, пользуясь лупой или смачиванием пластин керосином или обдуванием их песком. В этом случае при наличии трещин выступает керосин.
Заточка фрез для ручного фрезера
Даже самая качественная фреза рано или поздно затупится, и ее нужно будет подтачивать. Для проведения такой непростой задачи нужны знания и навыки, поэтому не каждый человек может это сделать. Если вы не знаете, как правильно заточить фрезу, обратитесь за помощью к опытному специалисту.
В интернет-магазине «Многофрез» продаются фрезы различного назначения и размеров. Заточка фрез по дереву — это необходимая процедура, которая продлевает срок службы инструмента.
Рекомендации по заточке
Перед началом заточки инструмент необходимо очистить от скопившихся смол и стружки. Это можно сделать с помощью обычного растворителя.
Один из способов заточки фрез по дереву для ручного фрезера — это применение специального оборудования.
Если такого станка нет под рукой, то можно использовать алмазный брусок небольшой толщины и жидкость с мыльным раствором. После окончания заточки вымойте и высушите инструмент.
Применение кругов для заточки
Чтобы правильно выбрать круг, нужно знать, из какого материала изготовлен инструмент. Бывают такие виды кругов для заточки:
- Нормальный и белый электрокорунд. Предназначается для заточки фрез по дереву и металлу.
- Эльборовые. Такие детали затачивают фрезы из быстрорежущей стали.
- Из карбамида кремния или алмазные. Нужны для обработки инструментов из твердых сплавов.
Заточка с помощью станка
Если у вас есть возможность воспользоваться специальным оборудованием, то обязательно воспользуйтесь им. Это самый эффективный способ выполнения таких задач.
Рекомендации компании «Многофрез» помогут вам в проведении заточки фрез по дереву:
- Закрепите обрабатываемый инструмент в одном положении.
- Подводите к абразивному диску затачиваемую область до появления искрения.
- Снять нужно от 25 до 50 мкм металла.
- Каждый зубец затачивается отдельно.
- Начало работы происходит с борозды, образованной зубцом. При этом игла должна прикасаться к инструменту.
- Заточка происходит последовательным втягиванием фрезы.
Покупая инструменты и оборудование в интернет-магазине «Многофрез», вы можете также получить консультацию о том, как заточить фрезу по дереву для ручного фрезера.
СМОТРИТЕ ТАКЖЕ: Установка фрез на станок • Как правильно чистить фрезы • Как пользоваться ручным фрезером
Заточка фрез
Для обеспечения оптимальных процессов при обработке на фрезерных станках, требуется периодическая заточка режущего инструмента. Её выполняют на универсальных заточных станках.
Обычно, сильно затупившаяся фреза подлежит предварительной шлифовке по цилиндрической поверхности на кругло-шлифовальном станке с целью удаления следов эксплуатации.
Только после этого, приступают к непосредственной заточке по задней или передней поверхности зубьев.
Затачивание зубьев фрезы производится с помощью специально разработанных для этого абразивных кругов чашечной (например, ЧК, ЧЦ) или тарельчатой формы (типа 1Т, 2Т или 3Т).
При заточке каждого зуба фрезы непосредственно по задней поверхности, формируется необходимый угол α.
Важно знать, что ось абразивного круга, вне зависимости от его формы, устанавливается под углом 88 – 89 градусов, чтобы во время обработки его поверхность вступала в контакт с затачиваемым зубом лишь на малом участке своей кольцевой рабочей поверхности.
При настройке на заточку фрезы по задней поверхности её устанавливают в такое положение, чтобы зуб, опираемый на упор, был смещён относительно горизонтального положения на угол α.
Необходимое расстояние, на которое смещается зуб фрезы, образующей угол α, можно вычислить по формуле:
- α – угол смещения;
- H – расстояние смещения зуба;
- D – диаметр затачиваемой фрезы.
Так как зубья фрезы опираются на упор, его рекомендуется располагать как можно ближе к вершине индивидуально затачиваемого зуба, чтобы уменьшить погрешность угла α.
При заточке передних поверхностей фрезы, применяются только тарельчатые круги, так как, благодаря своим геометрическим свойствам, они могут помещаться в пространстве между зубьями.
Если рабочую поверхность абразивного круга установить по вертикальной осевой линии фрезы, то передний угол γ будет иметь нулевое значение.
Для того чтобы переднему углу γ обеспечить положительное значение, торцевую поверхность круга которая соприкасается с зубом фрезы при заточке, необходимо сместить на некоторое расстояние H1 которое можно рассчитать по формуле:
Заточка фрез цилиндрической формы, зубья которой имеют винтовую форму, производится аналогичным методом, но отличием является то, что продольная подача (движение инструмента вдоль оси) должна сопровождаться единовременным поворотом и осевым движением по всей длине фрезы.
В данном случае, передняя поверхность затачиваемого зуба, который фиксирован с помощью упора, становится копиром.
Фреза при обработке надевается на оправку, установленную в центрах универсально-заточного станка с условием, что чашечный круг, устанавливаемый под углом от 1 до 2 градуса, будет касаться затачиваемого инструмента только одной стороной.
Задние поверхности главной режущей кромки концевых фрез затачиваются, как и цилиндрические фрезы – торцовой поверхностью абразивного круга чашечной формы с установкой концевой фрезы в центрах.
Процесс заточки фрез по металлу
Заточка фрез по металлу может показаться быстрой, эффективной и несложной. Однако для того, чтобы это произошло на самом деле, вам нужно сосредоточиться на нескольких основных принципах. Их знание облегчит работу и устранит сбои или незначительные ошибки, которые могут повлиять на последствия последующего использования.
Виды фрез
Мы делим фрезы на три основные группы: по форме, геометрии лезвия и материалу. Фрезы используются для боковой и торцевой обработки, а также для черновой и получистовой обработки. Однако при оптимальном выборе параметров и лезвий их можно использовать и для прецизионной обработки.
Назначение фрез
Изготовленные из быстрорежущей стали, они представляют собой прочные инструменты, устойчивые к механическим повреждениям и рассчитанные на длительное использование.
Твердосплавные концевые фрезы из высокопроизводительного мелкозернистого карбида предназначены для черновой (со стружколомом), средне-чистовой и чистовой обработки.
Они отличаются высокой эффективностью по сравнению с быстрорежущей сталью и подходят для обработки закаленных деталей даже до 70 HRC.
ЧИТАТЬ ТАКЖЕ: Почему стоит выбрать утепленные сэндвич-панели?
Процесс заточки фрез
Первым делом поместим фрезу в держатель, что позволит нам правильно провести процесс заточки.
- Выберите подходящий держатель для фрезы.
- Поместите цангу в держатель под углом 45 ⁰.
- Поместите резак в держатель.
- Вкрутите гайку ручки, но не затягивайте. Важно, чтобы резак мог свободно поворачиваться в держателе.
- Выберите соответствующий диаметр заточенной фрезы с помощью ручки ползунка.
- Найдите символ 0 (ноль). Поверните ручку по часовой стрелке. Если вы заметили, что край фрезы касается фиксирующего края, затяните зажимную гайку.
Внимание:
- Убедитесь, что край лезвия параллелен установочным краям ручки.
- Для фрез с поврежденными кромками первая заточка должна быть сделана в режиме «ПОЛНАЯ» и дважды отшлифована (для хорошего результата).
- Лезвие держателя должно выступать на 35 мм (не давить на монтажный кронштейн).
- Если резак слишком короткий, рекомендуется использовать удлинитель (чтобы инструмент мог вращаться).
Чередующийся угол 30 ⁰:
- Заданное значение 0 в гнезде будет использоваться для настройки инструмента во время заточки.
- Вставьте ручку в установочное гнездо (начиная с точки 0).
- Во время заточки поверните ручку влево и вправо до упора.
- Фрезы двухстворчатые — правый и левый повороты 180 ⁰.
- 3-листовые резаки — повернуть направо и налево на 120 ⁰ — повторить дважды.
- 4-х битные фрезы — повернуть направо и налево на 90 ⁰ — повторить три раза.
ЧИТАТЬ ТАКЖЕ: Скользкая или заснеженная дорога: как вести себя
Manager1
Заточка фрез: технологии, особенности, безопасность
Процесс ручного затачивания по типу резца
Теперь кратко расскажем об особенностях инструмента в зависимости от его конфигурации. Основные проблемы заключаются в том, что не всегда просто обеспечить равномерную обработку на протяжении всей длины режущей кромки.
Особенность затачивания вручную заключается в том, что упор обеспечивается не тисками станка, а специальным приспособлением.
Торцевые
Элементы резки располагаются на торце и боковой части. Это позволяет проделывать пазы по краям. Обработка проходит по алгоритму:
- Закрепление резца – горизонтальное по отношению ко вращающемуся.
- Наклонить его настолько сильно, чтобы обеспечить необходимый угол.
- Круг вращается с высокой амплитудой.
- Во время установки следует отметить положение режущей части вверх.
Заточка концевых (пальчиковых) фрез
Это вытянутый инструмент, хвостовик которого имеет цилиндрическую или коническую форму. Из-за внешнего вида его также сравнивают с пальцами. Действия:
- Выбрать алмазный брусок, который нужно поставить на край стола.
- Если инструмент имеет достаточно большую выемку, то следует закрепить его вдоль столешницы.
- Производите затачивание – кромка будет становиться острее, а диаметр уменьшаться.
Рекомендация: если в комплектации есть подшипник, то сперва его надо демонтировать, а также в любом случае не будет лишним очищение поверхности специализированным растворителем.
Дисковые
По сути, это диск с зубьями по окружности, который необходимо направить вверх. Если он простой (однонаправленный), то саму фрезу стоит располагать вертикально. А в случае разностороннего направления делается наклон заточки такой же, как и угол режущих зубцов.
Сборные
Их конструкция предполагает наличие съемных пластин. Следует затачивать каждую по отдельности. При этом учитывать, что у них есть по несколько элементов для обработки – это задние, главные и вспомогательные углы, а также переходная кромка.
Резцы с затылованными зубьями
Такой инструмент имеет плоскую переднюю поверхность, а задняя выполнена по спирали Архимеда. Для того чтобы заточить изделие, необходимо использовать тарельчатый круг
Каждый зуб нужно стачивать по наружному основанию, а также важно следить за тем, чтобы постоянно снимался одинаковый слой металла
Область применения
Металлообработка и деревообработка настолько распространенные процедуры, что практически нет отраслей производства, где бы в какой-либо мере ни применялись станки. Сейчас самое лучшее оборудование – с ЧПУ. Они наиболее точные, быстрые и энергоэффективные. Закупить их можно на сайте https://stanokcnc.ru/.
Сферы использования фрезерования:
- производство оборудования;
- изготовление труб и металлопроката другой фасовки;
- аэрокосмические заводы;
- мебель и предметы интерьера;
- крепежи и метизы;
- автопром и многое другое.=
Различаются по области применения в зависимости от назначения, посмотрим на изображении:
Разновидности
Условно можно использовать такую классификацию:
- Универсальный станок — заточка не только фрез, но и прочих режущих инструментов.
- Специализированный станок используется для обработки инструмента только одного вида, например, фрез.
Универсальный станок комплектуется нормальными и специальными приспособлениями, подходящими для закрепления и установки инструмента, дополнительных измерительных механизмов, позволяющих выдерживать угол заточки фрез.
Универсальный заточной станок с приспособлениями для заточки фрез
Размеры и нагрузки саморезов для сэндвич панелей
Специализированный заточной станок для заточки концевых и цилиндрических фрез
Основные этапы работ
На каретку устанавливается подставка из фанеры, которая крепится при помощи алюминиевого U-образного профиля. Благодаря этому, подставка может перемещаться влево-вправо. В результате получается очень удобная база для заточки фрезы.
На саму подставку из фанеры спереди устанавливается крепление для фрезы, которое регулируется под необходимым углом. Непосредственно перед заточкой с фрезы необходимо снять подшипник, чтобы не повредить его алмазным диском.
Выставляем ограничительные упоры, после чего можно приступать к работе. Подробно о том, как изготовить своими руками простое самодельное приспособление для заточки фрез по дереву, вы можете посмотреть в видеоролике на сайте.
Оцените запись