Рейтинг статьи Загрузка…
Говоря о точности токарного станка имеется ввиду соответствие данных паспорта оборудования следующим параметрам:
- перемещение тех элементов, на которых располагается заготовка;
- расположение тех поверхностей, с помощью которых базируется инструмент или заготовка;
- форма базовых поверхностей.
- После окончательной сборки и проверки на заводе, а также после ремонтов станки получают акт о приемке, и только после этого, вводятся в эксплуатацию.
- Требования к точности указываются в паспорте станков.
- Выполнение измерения для выявления погрешностей следует производить регулярно в соответствии с нормативами ГОСТ.
- Скачать ГОСТ 8-82 «Станки металлорежущие. Общие требования к испытаниям на точность»
Скачать ГОСТ 18097-93 «Станки токарно-винторезные и токарные. Основные размеры. Нормы точности».
В процессе использования токарного оборудования происходит износ его деталей, т.к. при обработке изделий появляются силы, которые производят различные деформации.
При работе станок нагревается и под воздействием температуры образуются тепловые деформации. Все эти дефекты оказывают отрицательное влияние на качество обрабатываемых деталей.
И для того чтобы восстановить паспортные показатели станка периодически следует ремонтировать изношенные детали.
Качественное испытание токарных станков в соответствии с государственным стандартом во многом зависит от того, насколько правильно он установлен на испытательном стенде.
Установка на стенд должна происходить строго, соблюдая установочный чертеж. Самым распространенным методом, является установка на количество опор более 3-х.
Отметим, что все двигающиеся части проверяемого станка должны находится в средних положениях.
Геометрическая точность токарного станка характеризует качество изготовления деталей, поэтому установка заготовки должна осуществляться на геометрическую правильную поверхность.
Для определения степени износа нужно установить линейку поочередно на каждую из направляющих станины. После этого, щупом определяется расстояние между направляющими и контрольной линейкой. Допустимое значение такого износа согласно государственного стандарта не должно превышать 0,02 мм.
Не мало важным фактором является соответствие горизонтальности направляющих станины. Определить ее можно с помощью перемещения специального уровня вдоль поверхности направляющих, который покажет значение имеющегося отклонения.
Предельно допустимое отклонение по ГОСТ не может превышать значение 0,05 мм. А параллельность между направляющими станины для упорной (задней бабки) и каретки можно проверить с помощью специального измерительного индикатора.
Его необходимо закрепить на каретке с суппортом и с помощью перемещения каретки выявить величину отклонения.
Также точность токарного станка поможет определить биение вращающегося шпинделя, в который крепится заготовка. Обязательно при этом соблюдать параллельность между осью шпинделя и направляющими станины. Во время проверки в отверстие вала устанавливают специальную контрольную оправку и на протяжении всей ее длины проверяют ее на биение.
Осуществляя технологическую проверку на точность стоит обратить внимание также и на вращение шеек вращающегося вала. Биение при их вращении — не допустимо. В резцовой головке необходимо закрепить индикатор, затем уперев его штифт в шейке шпинделя произвести измерения. По ГОСТ значение не должно превышать 0,01 мм. Не допустимым будет при вращении шпинделя, чтобы он отклонялся от оси.
Проверка биения шпинделя: а — проверка биения шейки шпинделя; б — проверка осевого перемещения шпинделя; в — проверка биения переднего центра
Также одним из важных измерений при проверке токарного станка на точность является определение точности шага ходового винта. Величина отклонения в соответствии с ГОСТ определяется с помощью следующей методики:
- в центры передней и задней бабки устанавливают резьбовую оправку;
- на эту оправку накручивают гайку в форме цилиндра и имеющую паз;
- в паз этой цилиндрической гайки устанавливается шарик державки;
- индикатор, закрепленный в державке, упирается в торцевую часть цилиндрической гайки;
- токарный станок настраивается на шаг резьбы;
- индикатор определяет отклонения.
Читать еще: Станки заточные строгальных станков
Проверка точности шага ходового винта
Основные погрешности формы обрабатываемых заготовок:
- непрямолинейность;
- конуснообразность;
- отсутствие параллельности;
- некруглость;
- неконцентричность.
Инструмент, применяемые при испытаниях:
- контрольная линейка;
- уровень;
- щуп;
- угольник;
- измерительный индикатор;
- резьбовая оправка;
- контрольная оправка;
- цилиндрическая гайка;
- державка.
При выполнении измерений следует использовать только те инструменты, которые прошли метрологическую поверку с учтенной погрешностью.
Контрольные оправки
Контрольная оправка — используется для проверки геометрической точности универсальных станков различных групп, а так же станков с ЧПУ.
бывает двух видов: полностью цилиндрическая и цилиндрическая с коническим хвостовиком.
Коническая часть оправки является крепёжной и выполняется:
— Для станков универсальных токарных и сверлильных в виде метрического или конуса морзе (КМ- ру , MТ- англ ., MК- нем .)
— Для универсальных фрезерных и расточных станков в виде крутого конуса 7:24 (BТ, SK, DV, ISO, NMTB, NST, CAT, CV)
— Для станков c ЧПУ в виде крутого конуса 7:24 (BТ, SK, DV, ISO, NMTB, NST, CAT, CV) и коротким штревелем.
Контрольная оправка с конусом морзе (КМ, MТ, МК)
Контрольные оправки с конусом морзе КМ 1, 2, 3, 4, 5, 6 и оправки с метрическим конусом 80, 90, 100, 110, 120, 140, 160, используются для настройки универсальных токарных и сверлильных станков различных модификаций. Комплектуются съёмным кольцом.
- Оправки контрольные КМ
- Основные размеры и цена контрольных оправок с Конусом Морзе:
- KМ1 x L100мм — 5900 (₽) KМ2 x L150мм — 6500 (₽) KМ3 x L250мм — 8500 (₽) KМ4 x L300мм — 9000 (₽) KМ5 x L300мм — 11100 (₽) KМ6 x L300мм — 23600 (₽)
- KМ6 x L500мм — 32800 (₽)
- Основные размеры и цена контрольных оправок с Метрическим Конусом:
- №80 х L300мм — 42950 (₽) (под заказ) №90 х L300мм — 54500 (₽) (под заказ) №100 х L300мм — 61500 (₽) (под заказ) №110 х L300мм — 72500 (₽) (под заказ) №120 х L300мм — 85000 (₽) (под заказ) №140 х L300мм — 105000 (₽) (под заказ)
- №160 х L300мм — 151600 (₽) (под заказ)
- №80 х L500мм — 56600 (₽) (под заказ) №90 х L500мм — 68600 (₽) (под заказ) №100 х L500мм — 80600 (₽) (под заказ) №110 х L500мм — 91300 (₽) (под заказ) №120 х L500мм — 102000 (₽) (под заказ) №140 х L500мм — 126000 (₽) (под заказ)
- №160 х L500мм — 175200 (₽) (под заказ)
- Цену и наличие оправок — уточняйте в магазине.
- Оправку контрольную с Конусом Морзе заказать в СтавИнКом
Оправки контрольные с крутым конусом 7:24 (BТ, SK, DV, ISO, NMTB, NST, CAT, CV)
- Контрольные оправки с крутым конусом 7:24 используются для проверки универсальных фрезерных, расточных и станков с ЧПУ.
- Контрольные оправки 7-24
- Основные размеры контрольных оправок с конусом 7:24 и ориентировочная цена:
- BT30-250L1 — 14300 (₽) BT40-300L1 — 21900 (₽) BT45-300L1 — 26700 (₽) BT50-300L1 — 28200 (₽) BT55-300L1 — 42900 (₽) BT60-300L1 — 44000 (₽)
- BT60-500L1 — 57200 (₽)
- SK30-250L1 — 14300 (₽) SK40-300L1 — 21900 (₽) SK45-300L1 — 26700 (₽) SK50-300L1 — 28200 (₽) SK55-300L1 — 42900 (₽) SK60-300L1 — 44000 (₽)
- SK60-500L1 — 57200 (₽)
- Цену и наличие оправок — уточняйте в магазине.
- Оправку контрольную с конусом 7 : 24 заказать в СтавИнКом
Оправки цилиндрические контрольные.
- Основные размеры контрольных оправок цилиндрических (концевых) и ориентировочная цена:
- 20*200 — 7250 (₽) 20*250 — 7700 (₽) 30*300 — 10300 (₽) 30*350 — 11300 (₽) 35*400 — 16200 (₽) 42*500 — 21100 (₽) 50*600 — 28650 (₽) (под заказ)
- 50*1000 — 52500 (₽) (под заказ)
- Цену и наличие оправок — уточняйте в магазине.
- Оправку контрольную Цилиндрическую заказать в СтавИнКом
Изготовление контрольных оправок
После токарной обработки, оправки подвергаются термической обработке, затем предварительной шлифовке и отправляются на отстой (процесс старения в течении 3-6 месяцев). И завершает процесс изготовления — окончательная шлифовка.
Читать еще: Блок управления фрезеровочного станка
Благодаря такому сложному технологическому процессу изготовления, оправки приобретают высокую точность:
- твердость рабочих поверхностей оправки 57…63 HRC
- шероховатость рабочих поверхностей до 8 кл. (Rz0,32 мкм)
- точность конуса морзе АТ7 по ГОСТ 2848-75
- радиальное биение оправки до 0.003 мм
Правила применения контрольных оправок
Методы применения оправок для настройки станков и допустимые нормы отклонений указываются в соответствующих паспортах станков и в ГОСТах норм точности.
ГОСТ 18097–93 — Станки токарные и токарно-винторезные. ГОСТ 17734-88 — Станки фрезерные консольные. ГОСТ 370-93 — Станки вертикально-сверлильные.
- ГОСТ 2110-93 — Станки расточные горизонтальные.
- Проверка станка на геометрическую точность заключается в замере фактических отклонений и в сравнении их с допустимыми параметрами, на основании которых и делается заключение о состоянии станка.
- Проверке подвергаются станки как новые, так и бывшие в употреблении, а так же после капитального ремонта или станки дающие брак.
Тестовые поверочные оправки Kintek с сертификатом соответствия для токарных станков и обрабатывающих центров с числовым программным управлением (CNC)
- 71 Каталог KINTEK 2017 Оснастка инструментальная и инструмент для металлорежущих станков Стр.70
- Тестовые поверочные оправки Kintek с сертификатом соответствия для токарных станков и обрабатывающих центров с числовым программным управлением (CNC)
Приборы, инструменты для проверок
Для проверки геометрической точности токарных, фрезерных и других станков общего назначения применяются различные средства и методы.
При испытании станков применяются поверочные линейки (рис. 2.1,а б,в), контрольные оправки (рис. 2.1, г), уровни (рис. 2.1, д), индикаторы со стойкой (рис. 2.
1, е), щупы, универсальные мостики и другие средства. Индикаторы применяются для измерений с точностью до 0,01 мм. Для более точных измерений используют миниметры.
Измерительное усилие индикатора при измерениях не превышает 1 Н.
Рис. 2.1. Инструменты для проверки геометрической точности станков
Стойка индикатора надежно закрепляется на массивной подставке с широкой опорной поверхностью или в Т-образном пазу (рис. 2.1, е). Наиболее надежны электромагнитные подставки.
Поверочные линейки применяют главным образом для проверки отклонений от плоскостности и прямолинейности направляющих поверхностей станков (рис. 2.1, а, б, в). Поверочные линейки выпускаются прямоугольного или двутаврового сечения с параллельными сторонами, либо в виде линеек-мостиков более жесткой конструкции или линеек треугольного сечения (линеек-клиньев).
Поверочные уровни используют для проверки горизонтальности, плоскостности, перпендикулярности или параллельности нескольких плоскостей (рис. 2.1, д).
Щупы применяют для измерения величины зазоров между прилегающими друг к другу поверхностями и определения отклонений от прямолинейности плоскостей направляющих станков и плит при наложении на них поверочных линеек.
Щупы изготавливаются в виде наборов пластин в количестве 8–10 штук. Пластины отличаются друг от друга по толщине на 0,01–0,25 мм. Толщина самой тонкой пластины 0,03 мм, а самой толстой – 1 мм. Длина пластин бывает 50, 100 и 200 мм.
Для измерения точности станков наиболее удобен набор щупов.
Универсальный мостик – приспособление для проверки горизонтальности и параллельности направляющих станин станков. В плане мостик имеет форму прямоугольного треугольника. На нижней части короткой стороны мостика укреплены две пары роликов с параллельными осями, которыми охватывается с двух сторон призматическая направляющая станины (рис. 2.2).
Рис. 2.2. Универсальный мостик
На нижней части длинной стороны мостика имеется Т-образный паз, по которому перемещается регулируемый по высоте опорный стержень, закрепляемый в нужном месте в зависимости от ширины станины станка.
Помимо геометрических проверок производятся испытания станков на жесткость с применением динамометра.
На рис. 2.3 показан динамометр конструкции для испытания на жесткость токарных станков. Прибор закрепляется в резцедержателе суппорта. Направления нагружающего усилия и измеряемых отжатий не совпадают.
Рис. 2.3. Динамометр конструкции ЭНИМСа
Вращением червяка 1 через зубчатое колесо-гайку 3 перемещается винт 2. Через тарированную пружину 4 динамометра создается усилие, измеряемое индикатором 6 в направлении суммарной силы резания на шпиндель 5. Индикатором 7 производится измерение величин деформации.
Ход работы:
Проверка №3. Радиальное биение центрирующей поверхности шпинделя передней бабки под патрон.
На неподвижной части станка укрепляют индикаторы 1 так чтобы его измерительный наконечник касался проверяемой поверхности 2 и был направлен к его оси перпендикулярно образующей. Шпиндель приводят во вращение (в рабочем направлении). Шпиндель при измерении должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора.
Проверка:0.
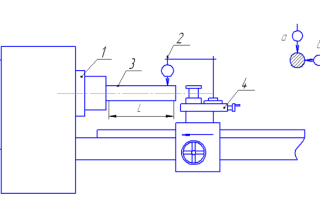
Проверка №7. Параллельность продольного перемещения салазок суппорта оси вращения шпинделя передней бабки в вертикальной плоскости; допускаемое отклонение 25-150 мкм.
В отверстие шпинделя 1 вставляют контрольную оправку с цилиндрической измерительной поверхностью. На суппорте 4 укрепляют индикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к его оси перпендикулярно образующей.
Суппорт перемещают в продольном направлении на длину L. Измерения производим по двум диаметрально противоположным образующим оправки.
Отклонение определяем как среднюю арифметическую результатов не менее чем двух измерений в каждой плоскости, каждое из которых определяем как наибольшую алгебраическую разность показаний индикатора при перемещении суппорта.
Проверка: отклонение равно 110 мкм., что входит в интервал допуска на отклонение.
Вывод: В ходе проделанной работы изучили методику составления технического паспорта и геометрической проверки станка на точность.
| Работу выполнил: | Пономарев В.Ю. |
| Работу принял: | Веропаха Д.Н. |
| ЮРГТУ (НПИ) | Настройка токарно-винторезного станка модели 16К25 на нарезание резьб | Л/р№3 |
- Цель работы: изучить методику расчета и получить практические навыки наладки станка на нарезание резьб.
- Оборудование и приборы:
- Для выполнения работы необходимо иметь:
- — токарно-винторезный станок мод. 16К25;
- — проходные и резьбовые резцы;
- — штангенциркуль;
- — линейку измерительную;
- — опытный образец;
- — упорные центры;
- — калькуляторы.
Оправки для токарных станков
Есть ряд правил использования токарных оправок, способствующих повышению точности и чистоты обработки:
- Точность посадочного отверстия для установки державки не должна быть ниже седьмого квалитета, чистота поверхности — не хуже Ra 1,0.
- Позиционировать инструмент необходимо по оси центров станка.
- Поверхность контакта токарной оправки и гнезда станка должна быть максимальной. Это достигается при установке цилиндрической оправки в разрезной (цанговый) держатель.
- Для исключения деформаций и отжима инструмента в процессе резания, твердость материала, из которого изготовлена цанга держателя, не должна быть менее 43…47 HRC.
- Чем больше вылет оправки, тем надежней и точней должно быть ее закрепление. Крепить длинномерные державки с помощью поджатия винтами к V-образной или цилиндрической поверхности недопустимо. Для установки длинномерных оправок используют дополнительные опорные приспособления.
Корректность обработки заготовки зависит и от точности самого токарного оборудования. Тестирование и диагностика проводится с помощью контрольной оправки для проверки токарного станка.
Она представляет собой цилиндрическую деталь, выполненную с высокой степенью точности.
Контрольный образец, как правило, устанавливается в центры передней и задней бабок, затем индикатором, установленным на суппорт станка и передвигающимся вдоль оправки, определяется точность оборудования, сравнивается с допустимыми значениями, регламентированными стандартом.
Антивибрационные оправки
Выбор расточной оправки для токарного станка с ЧПУ влияет на производительность операции, точность размеров и геометрических параметров заготовки, чистоту получаемой поверхности. При вылете оправки на расстояние до 4-х ее диаметров (D) применяют классические расточные державки из стали с режущей кромкой из твердого сплава.
При большем вылете инструмента (до 10D) используют антивибрационные токарные оправки. Если режущая кромка отстоит от места закрепления державки на расстояние до 14D, оправдано применение усиленных антивибрационных приспособлений из твердого сплава.
Именно они дают наименьшее отжатие инструмента в процесса резания и высокие антивибрационные характеристики.
Рядом производителей предлагаются антивибрационные оправки, оснащенные сменными резцедержками, которые применяются для операции растачивания заготовок. Такая конструкция дает возможность замены головки с поврежденной постелью для твердосплавной пластины на другую без демонтажа инструмента.
Антивибрационные головки используются для операций растачивания, формирования канавок, отрезки, проточки и нарезания резьбовых элементов. Диаметры рабочей части приспособления могут быть до 600 мм и выше, а длина составлять 10-14 таких диаметров.
Цилиндрические оправки для антивибрационной обработки деталей могут крепиться с помощью быстроразъемных соединений.
При растачивании сравнительно глубоких каналов вероятность вибраций особенно велика, а размер сечения державки ограничен диаметром отверстия. В таком случае технической литературой рекомендуется использовать оправку с минимально возможным вылетом и максимальным диаметром.
Для проведения операций нарезания резьбы или оформления внутренних канавок (именно в этом случае радиальная составляющая усилия резания выше) оправдано применение усиленных твердосплавных державок.
Жесткость такого приспособления в 2-3 раза превышает жесткость обычной стальной оправки. Повысить динамическую жесткость державки можно с помощью демпфирующего механизма (оправки специальной конструкции).
В этом случае можно увеличить вылет инструмента.
Применяемость расточных оправок в зависимости от выполняемых операций и глубины обработки:
| Операция | Стальная оправка | Расточная оправка с пластинами твердого сплава | Антивибрационная оправка из стали | Усиленная твердосплавная антивибрационная оправка |
| Резьбонарезание | 3D | 5D | 5D | 7D |
| Оформление канавок | 3D | 5D | 5D | 7D |
| Точение | 4D | 6D | 10D | 14D |
Где D — диаметр обрабатывающей державки.
Часто на корпусе оправки двумя линиями указана min и max длина закрепления. Для сохранения демпфирующих свойств оправки необходимо следить за ее вылетом: он должен находиться в обозначенных пределах.
Токарные приспособления с подводом СОЖ
Для глубокой обработки отверстий с помощью токарных оправок для нормального отвода стружки технически оправдано применение державок с подводом СОЖ по внутреннему каналу, а также твердосплавных пластин со стружколомными канавками, обеспечивающими образование стружки в виде коротких спиралей. Пространство для отвода стружки должно быть достаточным для исключения ее замятия. Эффективность отвода стружки можно увеличить несколькими способами:
- Расход СОЖ увеличить.
- Использовать пластину с иной геометрией.
- Увеличить скорость резания.
Приобрести контрольные оправки и центроискатели в Москве в магазине компании Технореал
Сортировка По умолчанию Название (А — Я) Название (Я — А) Цена (низкая > высокая) Цена (высокая > низкая) Товаров на странице 28 56 84 112
ТЕХНОРЕАЛ
450 ₽
Краеискатель (кромкоискатель) фрезерного станка механический тонкий модель СЕ-1020. Момент касания краеискателя с деталью определяется по отклонению закрепленной с помощью пружины головки. Использование кромкоискателя позволяет определить положение шпинделя относительно заготовки. диаметр хвостовика 10 мм диаметр тонкой части 10 мм общая длина 90 мм
ТЕХНОРЕАЛ
2 430 ₽
Отличительные особенности: Световая индикация при касании Изготовлено из высококачественной легированной стали Каленая и точная поверхность Точность 0,01 мм Диаметр хвостовика 20 мм Диаметр контрольного шара 10 мм
ТЕХНОРЕАЛ
530 ₽
Краеискатель (кромкоискатель) фрезерного станка механический тонкий модель СЕ-420. Момент касания краеискателя с деталью определяется по отклонению закрепленной с помощью пружины головки. Использование кромкоискателя позволяет определить положение шпинделя относительно заготовки. диаметр хвостовика 10 мм диаметр тонкой части 4 мм общая длина 90 мм
ТЕХНОРЕАЛ
1 780 ₽
Комплект центроискателей механических, 5шт. Состоит из пяти пердметов — центроискателей и краеискателей различных типов, которые могут быть использованы для определение внешних и внутренних краев заготовки, центрирования шпинделя по центровочному отверстию, а также поиску центров круглых деталей или отверстий в них. Инструмент выполнен с высокой точностью из качественной стали.
ТЕХНОРЕАЛ
550 ₽
Центроискатель-краеискатель универсальный механический с набором щупов wiggler
ТЕХНОРЕАЛ
5 780 ₽
контрольная оправка КМ4 (длина 275мм, 58+/-2HRC, точность 0,0025мм)
ТЕХНОРЕАЛ
3 000 ₽
Контрольная оправка КМ2 длина 280мм, 58+/-2HRC, точность 0,0025мм. Для идеальной настройки токарных станков необходимо добиться точности ключевых показателей: соосности шпинделя и пиноли задней бабки, параллельности оси шпинделя и направляющих станины, биение шпинделя.
Контролировать эти показатели необходимо точным и удобным приспособлением, чем и является Контрольная оправка. Качество изготовления самой оправки достаточно высоко для того, чтобы иметь возможность проверять станки нормальной или повышенной точности.
Высокая твердость поверхности оправки обеспечивает сохранение показателей точности при многократном использовании, а увеличенная до 280 длина оправки расширяет возможности применения.
Контрольную оправку, также называемую скалкой, возможно использовать для проверки некоторых показателей точности фрезерных и сверлильных станков, а также другой оснастки с внутренним проверяемым конусом Морзе 2. Одной стороной оправка устанавливается в проверяемое отверстие с к…
ТЕХНОРЕАЛ
2 080 ₽
контрольная оправка КМ1 (длина 160мм, 58+/-2HRC, точность 0,0025мм)
ТЕХНОРЕАЛ
3 070 ₽
Отличительные особенности: Световая индикация при касании Изготовлено из высококачественной легированной стали Каленая и точная поверхность Точность 0,01 мм
ТЕХНОРЕАЛ
2 190 ₽
Контрольная оправка КМ2 (длина 180мм, 58+/-2HRC, точность 0,0025мм). Для идеальной настройки токарных станков необходимо добиться точности ключевых показателей: соосности шпинделя и пиноли задней бабки, параллельности оси шпинделя и направляющих станины, биение шпинделя.
Контролировать эти показатели необходимо точным и удобным приспособлением, чем и является Контрольная оправка. Качество изготовления самой оправки достаточно высоко для того, чтобы иметь возможность проверять станки нормальной или повышенной точности.
Высокая твердость поверхности оправки обеспечивает сохранение показателей точности при многократном использовании. Контрольную оправку, также называемую скалкой, возможно использовать для проверки некоторых показателей точности фрезерных и сверлильных станков, а также другой оснастки с внутренним проверяемым конусом Морзе 2.
Одной стороной оправка устанавливается в проверяемое отверстие с конусом Морзе 2. Другая часть оправки представляет из себя цилиндричес…
ТЕХНОРЕАЛ
2 970 ₽
Контрольная оправка КМ3 (длина 225мм, 58+/-2HRC, точность 0,0025мм). Для идеальной настройки токарных станков необходимо добиться точности ключевых показателей: соосности шпинделя и пиноли задней бабки, параллельности оси шпинделя и направляющих станины, биение шпинделя.
Контролировать эти показатели необходимо точным и удобным приспособлением, чем и является Контрольная оправка. Качество изготовления самой оправки достаточно высоко для того, чтобы иметь возможность проверять станки нормальной или повышенной точности.
Высокая твердость поверхности оправки обеспечивает сохранение показателей точности при многократном использовании. Контрольную оправку, также называемую скалкой, возможно использовать для проверки некоторых показателей точности фрезерных и сверлильных станков, а также другой оснастки с внутренним проверяемым конусом Морзе 3.
Одной стороной оправка устанавливается в проверяемое отверстие с конусом Морзе 3. Другая часть оправки представляет из себя цилиндричес…
ТЕХНОРЕАЛ
4 350 ₽
Контрольная оправка КМ3 длина 330 мм, 58+/-2HRC, точность 0,0025 мм Для идеальной настройки токарных станков необходимо добиться точности ключевых показателей: соосности шпинделя и пиноли задней бабки, параллельности оси шпинделя и направляющих станины, биение шпинделя.
Контролировать эти показатели необходимо точным и удобным приспособлением, чем и является Контрольная оправка. Качество изготовления самой оправки достаточно высоко для того, чтобы иметь возможность проверять станки нормальной или повышенной точности.
Высокая твердость поверхности оправки обеспечивает сохранение показателей точности при многократном использовании, а увеличенная длина до 330 мм расширяет применение.
Контрольную оправку, также называемую скалкой, возможно использовать для проверки некоторых показателей точности фрезерных и сверлильных станков, а также другой оснастки с внутренним проверяемым конусом Морзе 3. Одной стороной оправка устанавливается в проверяемое отверстие с конусом Морзе 3….
По запросу Тестовая оправка для токарного станка найдено 83 товара
Резец токарный проходной упорный и контурный под сменные пластины MDJNR2020K15
от 2 130 ₽
Контрольная оправка КМ2 длина 280мм 582HRC точность 00025мм
от 3 000 ₽
Центр вращающийся усиленный МК3 для токарного станка
от 1 500 ₽
Контрольная оправка КМ1 длина 160мм 582HRC точность 00025мм
от 2 080 ₽
в 2 магазинах
Шаблон технореал токарный резьбовой метрический
от 290 ₽
Оправка центровая для точных работ d 13х100х127мм конусность 12000 LM13 CNIC шт
от 1 142 ₽
Оправка для внутреннего резца 20х10мм
от 1 360 ₽
Оправка контрольная KМ3×200мм L1 86мм D 32мм М12 0003мм CNIC шт
от 6 732 ₽
Оправка КМ2 12 с лапкой для резьбового патрона
от 900 ₽
Оправка для внутреннего резца 20х12мм
от 1 404 ₽
Оправка для внутреннего резца 16х10мм
от 1 162 ₽
Оправка для отрезных фрез Морзе 4 М16 32мм
от 4 150 ₽
Оправка для сверлильного патрона переходная КМ1B18
от 794 ₽
Оправка для внутреннего резца 16х8мм
от 1 151 ₽
Резецдержавка токарный проходной упорный MCLNR2020K12
от 1 833 ₽
Центр вращающийся для токарного станка МТ5
от 11 317 ₽
Оправка для внутреннего резца 20х12мм
от 1 404 ₽
Оправка для сверлильного патрона переходная КМ2B18
от 755 ₽
Оправка для внутреннего резца 20х08мм
от 1 349 ₽
Оправка для внутреннего резца 25х14мм
от 1 470 ₽
Центр вращающийся для токарного станка МТ3
от 3 070 ₽
Оправка центровая для точных работ d 13х100х127мм конусность 12000 lm13 cnic шт 53671
от 187 ₽
Центр вращающийся для токарного станка МТ4
от 6 484 ₽
Оправка к станку Улитка Булат
от 2 990 ₽
Оправка SEKIRA 0000010130
от 328 ₽
Оправка центровая для точных работ d 13х100х127мм конусность 12000 lm13 cnic шт 53671
от 643 ₽
Накатное колесо для токарного станка 2х роликовое 1мм
от 3 038 ₽
Центр вращающийся для токарного станка МТ3
от 3 070 ₽
Резец токарный расточной S14NSCLCR09 для сквозных и глухих отверстий
от 1 487 ₽
Оправка центровая для точных работ d 5х 80х 95мм конусность 12000 lm5 cnic шт 53669
от 121 ₽
Оправка центровая для точных работ d 50х205х273мм конусность 12000 LM50
от 4 600 ₽
Центр вращающийся для токарного станка МТ4
от 6 484 ₽
Резец токарный расточной S12MSCLCR09 для сквозных и глухих отверстий
от 1 470 ₽
Комплект резцов для токарных станков PROMA 25332525
от 9 070 ₽
Оправка SEKIRA 0000010129
от 306 ₽
в 2 магазинах
Оправка SEKIRA 0000010124
от 211 ₽
в 2 магазинах
Оправка центровая для точных работ d 5х80х95мм конусность 12000 LM5
от 475 ₽
Оправка SEKIRA 0000010136
от 1 157 ₽
в 2 магазинах
Оправка для внутреннего резца 25х12мм
от 1 635 ₽
Оправка для внутреннего резца 20х08мм
от 931 ₽
Комплектующие токарного станка SWISSREX
от 8 357 ₽
Оправка для внутреннего резца 20х10мм
от 1 360 ₽
Оправка SEKIRA 0000010128
от 294 ₽
Оправка SEKIRA 0000010134
от 442 ₽
Вы можете купить тестовую оправку для токарного станка по выгодным ценам воспользовавшись нашим сервисом. На
сайте
размещены технические характеристики, отзывы, обзоры и стоимость доставки. Выбирайте тестовую оправку для токарного станка среди 83 лучших предложений. Цены
варьируются от
121 р. до 16 748 р. Информация актуальна на Май, 2022 .