17.06.2021
Строительные работы представляют собой высокосложный комплекс мероприятий. Для его осуществления задействуется широкое количество материалов и инструментов. Именно поэтому бытовые и профессиональные строительные работы имеют практически одинаковую сложность.
Также стоит отметить, что каждый тип строительных мероприятий предполагает использование определенных инструментов. Например, угло-шлифовальные машины (УШМ) широко задействуют при обработке различных объектов и для проведения практически любых строительных работ.
Также болгарки широко задействуют для следующих видов работ:
- шлифовки по стандартной технологии при помощи наждачки – для этого нужно УШМ оснастить дополнительными компонентами такими, как стальные прутки и лепестки. За счет их болгарка станет «очистителем»;
- для более тщательной и глубокой шлифовки – такие операции проводятся при помощи концентратора и липучки. Последняя служит фиксатором абразивного материала.
Стоит отметить, что болгарка – один из инструментов, который может выполнять широкую специфику задач. Поэтому ее применяют в любых строительных работах. Для работы с объектами, изготовленными из бетона, нужно установить специальные диски. Они позволят осуществлять максимально быстро штробление материала.
Важно: Болгарка – опасный инструмент. Если не соблюдать меры безопасности, то вы максимально быстро получите травмы. Поэтому перед началом работ необходимо позаботиться о средствах защиты. Достаточно использовать стандартный защитный шлем, очки или перчатки. На первый взгляд простые средства помогут вам защититься от чрезвычайных происшествий и травм.
Что представляет собой шлифовальный диск? Шлифовальный диск (ШД) – крайне важный компонент, который выполняет одну из основных функций инструмента. Он напрямую контактирует с обрабатываемой поверхностью. Поэтому ШД должен быть максимально качественным. Иначе, должная результативность не будет обеспечена.
В качестве наиболее эффективных материалов чаще всего используют следующих представителей:
- алмаз;
- корунд;
- кварц;
- электрокорунд;
- синтетические алмазы;
- карбиды кремния.
Широкое разнообразие используемых абразивных элементов дает возможность использовать шлифовальный диск для работы с любыми даже высокопрочными материалами.
Например, расходник широко используют для обработки таких материалов, как:
- улеродистая сталь;
- стекло;
- пластик;
- бронза;
- кованное железо;
- цветные металлы.
Стоит отметить, что вышеупомянутый список – не финальный перечень. Как и говорилось выше, шлифовальные круги часто используют при обработке прочных материалов. Например, расходник отлично справляется кирпичом, камнем, керамической плиткой и гипсокартоном.
Но специально под определенный тип работ подбирается свой шлифовальный диск. Именно поэтому шлифовальные круги имеют специальную маркировку, обозначающую технические характеристики материала.
В этой статье мы предоставим общую маркировку шлифовальных кругов и маркирование зернистости для дерева и других материалов.
Общая маркировка шлифовальных кругов
Не только профессиональный строитель, но и обыватель знаком с общей классификацией шлифовальных кругов. Они представлены следующими группами:
- диски – «липучки» – ничего сверхъестественного в них нет. Просто шлифовальные круги обрабатываются специальной тканью, которая размещается на шлифбумаге;
- изделия лепесткового типа. Такие круги имеют полностью абразивную поверхность, которая отличается повышенной прочностью. Чаще всего такие изделия применяют для обработки трубопроводов и объектов, изготовленных из древесного массива;
- круги фибротипа – принципиальных отличий по форме нет.
Последний тип шлифовальных кругов примечателен своим составом. Основным компонентом выступает вулканизированная многослойная бумага.
Инструменты устанавливаются на станок за счет использования опорной тарелки. Инструменты широко используются для обработки металлических, деревянных и стальных объектов.
Интересно: Наиболее распространенным и популярным является алмазный круг. Также он отличается многофункциональностью. Чаще всего инструмент задействуют для финальной подготовки. Однако изделие нашло применение и вне строительных работ. Алмазный круг широко используют для заточки ножей, ножниц и любых острых предметов.
Именно поэтому алмазные круги пользуются широкой популярностью абсолютно во всех сферах не только профессиональных, но и бытовых работ.
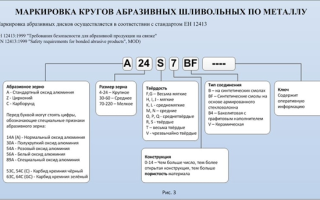
Маркировка шлифовальных кругов
Такие расходные компоненты, как шлифовальные круги – широкий класс строительных изделий. Поэтому процесс производства, а также использования регламентируется специальными нормативными актами, включая ГОСТ.
Сразу отметим, что каждый шлифовочный круг (ШК) имеют своей базис, определяющиеся маркировкой. В последнюю входят следующие технические характеристики:
- шлифовальный материал, который использовался при изготовлении;
- объем диска;
- размер зерен;
- тип абразивного материала;
- степень твердости;
- вещество, выступающие в роли связующего;
- класс неустойчивости;
- структура;
- сегментация;
- оптимальная скорость вращения, при которой диск чувствует себя хорошо.
Весь вышеупомянутый базис строго регламентируется государственными стандартами – об этом говорили выше. Поэтому каждое изделие проходит техническую проверку на предмет соответствия государственным регламентам. В качестве подтверждения предоставляются специальные сертификаты. В последних указывается маркировка зернистости шлифовальных кругов и другие характеристики.
Начнем с маркировки форм круга
Форма шлифовального диска играет гораздо важную роль, чем принято считать. Именно эта характеристика в большинстве случаев формирует тип работы, который возможно осуществлять этим элементом.
Например, круги прямой формы – лучшее решение для выправления лезвия ножей. Конические круги – эффективные устройства для работы с пильными цепями и дисками.
Старая маркировка обозначается буквами и числами, а новая – только числами. Ниже будет приведена таблица.
| Тип круга | ГОСТ 2424-83 (старый) | ГОСТ Р 2424 (новый) |
| Прямой профиль | ПП | 1 |
| Круг с кольцевым профилем | К | 2 |
| ШД, имеющий форму конуса | 3П | 3 |
| Шлифовочный круг, имеющий двухсторонний конический профиль | 2П | 4 |
| ШД с выточенным профилем | ПВ | 5 |
| ШД, имеющий чашеобразный цилиндрический профиль | ЧЦ | 6 |
| Шлифовочный круг с двухсторонним выточенным профилем | ПВД | 7 |
| ШК со ступицей и двухсторонним выточенным профилем | ПВДС | 10 |
| ШК с чашечным коническим профилем | ЧК | 11 |
| Тарельчатый | Т | 12 |
| С конической выточкой | ПВК | 23 |
| ШК, имеющий двухстороннюю коническую выточку в профиле | ПВДК | 26 |
| Шлифовальный диск с запрессованными крепежными элементами | ПН | 36 |
Шлифовальные круги маркировка типа абразива
Абразивный материал (АМ) – элемент, который снимает с заготовки слой за слоем. Непосредственно свойства АМ влияют на поверхность обрабатываемого объекта.
Наиболее популярные абразивы, краткие свойства и специфика применения.
| Тип АМ | Технические характеристики | Где используется |
| Алмаз | Отличается повышенной износостойкостью, горит при температурном режиме в 800 градусов | Отлично подходит для чистового шлифования, доводки материалов, отличающихся повышенной хрупкостью и твердостью |
| Эльбор | Имеет такие же характеристики, как и алмаз. Но есть одна особенность – более усиленная устойчивость к повышенному температурному режиму | Широко применяется для обработки труднодоступных материалов, включая высоколегированные стали и сплавы, подходит для заточки лезвий, изготовленных из быстрорежущей стали |
| Электрокорунд | Синтетический материал. Отличается хорошей адгезией с шлифовочным диском и связующим элементом | Таким АМ обрабатывают железо, чугун, большинство видов стали |
| Карбид кремния | Отличается повышенной твердостью и продолговатостью зерен | Подходит для шлифовки материалов, имеющих низкую сопротивляемость разрыву. Отлично используется для обработки чугуна, гранита, фарфора, стекла, керамики |
Интересно: Каждый из вышеупомянутых материалов имеет свои подвиды. Они отличаются более расширенным диапазоном технических характеристик, а потому могут использоваться для решения любой специфики задач.
С разновидностями абразивных материалов разобрались. Теперь предоставим вам таблицу их маркировки – обозначение в нормативных актах, например, ГОСТ.
| Тип АМ | Как обозначается в государственных стандартах |
| Алмаз | AC4, AC2, AC6, AC32, AC50, АРБ1, АРК4, АРС3 |
| Эльбор | CNB, КНБ |
| Карбид кремния зеленый | 62C, 63C, 64C |
| Карбид кремния черный | 52C, 53C, 54C, 55C |
| Электрокорунд нормальный | 12A, 13A, 14A, 15A, 16A,W |
| Электрокорунд белый | 22A, 23A, 24A, 25A, WA |
| Электрокорунд хромистый | 32A, 33A, 34A |
| Электрокорунд титанистый | 37А |
Зернистость шлифовальных кругов
Этот показатель определяет размер зерен абразивного материала. Однородность зерен напрямую влияет на качество обработки поверхности. Стоит отметить, что зернистость шлифовальных кругов обозначается по-разному. Старый, но все еще актуальный ГОСТ 3647-80 для маркирования использует числовую систему обозначения. Например, 1 – 10 мкм, 40 – 400 мкм.
Новая система стандартизации ГОСТ Р 52381-2005 повторяет систему маркирования FEPA. Она предполагает обозначение буквой F и числа. Последние несколько отличается от старого ГОСТ. Здесь наоборот увеличение числа показывает меньшую зернистость. Например, F70 – до 250 мкм, а F40 – до 500 мкм.
Для наиболее правильного выбора необходимо учитывать специфику обрабатываемого материала, а также:
- показатель нужной шероховатости;
- толщину снимаемого слоя.
Как правило, первоначально проводят черновое шлифование ШК, имеющим более крупную зернистость, а затем – финальная шлифовка кругом с низким зерном.
Тип связующего элемента
Стоит отметить, что связка бывает нескольких видов:
- керамической;
- бакелитовой;
- вулканитовой.
| Тип связующего элемента | Технические характеристики | Где применяется |
| Вулканитовой | Полностью устойчива к щелочным растворам. Отличается повышенной полирующей способностью. Периодически нуждается в правках | Используется для абразивной отрезки и прорезки. Подходит для профильного и бесцентрового шлифования и полировки |
| Бакелитовая | Более эластичная, имеет низкое теплообразование, быстро изнашивается | Подходит для обдирки на подвесных станках. Также используется в ручных машинках. Нередко является основным элементом при абразивной отрезке, хонинговании, полировке и тонком шлифовании |
| Керамическая | Крайне устойчива к воздействию химических веществ на щелочной основе, есть один минус – возможно прижигание материала | Подходит для любого шлифования, хонингования, финишной обработки деталей, изготовленных из всех видов стали |
Связки также имеют свои обозначения. Первая имеют маркировку В (советский стандарт), P – новый. Вторая – Б (старый ГОСТ), B – новый стандарт. И последняя связка – К (советский ГОСТ), V – новая стандартизация.
Для обеспечения наиболее эффективной работы необходимо всегда правильно и точечно подходить к выбору. Универсальных средств не существует так, как шлифование – трудоемкий процесс, требующий максимально ответственного подхода.
Как говорилось выше, при выборе стоит учитывать тип материала, с которым нужно работать, показатель шероховатости поверхности и максимально допустимые отклонения.
Также не стоит экономить на шлифовальных дисках – чревато чрезвычайными происшествиями. Некачественный шлифовальный круг может не выдержать интенсивной работы и развалиться. Осколки от расходника могут попасть в глаза и нанести вред здоровью. Поэтому необходимо приобретать только сертифицированные расходники для угло-шлифовальных машин.
Как выбрать зернистость шлифовального круга для дерева
Анатомия наждачного листаНаждачная бумага или шлифовальный круг для шлифмашинки состоят из трех основных компонентов: абразивного материала, подложки и связующего.
Что такое шлифовальный круг?Шлифовальный круг — это режущий абразивный инструмент. Он может использоваться для ручной обработки поверхности или же для работы на станках или специальных шлифовальных приспособлениях. Например, у профессионалов востребован шлифовальный круг для точила с зернистостью, которая обеспечит максимально эффективное использование инструмента.
Шлифовальные круги подразделяются по многим параметрам. Обязательным для каждого вида является наличие абразивных материалов и связующих элементов.
Зерна абразивного материала могут быть выполнены из:
- карбида кремния;
- алмаза (искусственного или природного);
- электрокорунда;
- эльбора.
Именно зернистость шлифовальных кругов определяет их основное функциональное назначение. Абразивный материал срезает микроскопическую стружку с деталей или материала. Что касается связки, то она может иметь искусственное или природное происхождение. Назначение связки — прочно скреплять зерна между собой.
Кроме того, на поверхности шлифовального круга обязательно имеются поры. Благодаря пространству, не заполненному связкой — микроскопическим порам, на поверхности и образуется шероховатость. Некоторые производители наделяют шлифовальные круги специфическими пропитками для снижения температуры в зоне обработки. Такие инструменты называют «импрегнированными».
Абразивный материал – вещество, измельченное до состояния мелких зерен. Для производства наждачной бумаги используют различные типы абразивов: оксид алюминия (электрокорунд), карбид кремния, гранат, стекло, эльбор и пр. Размер абразивных частиц определяет важнейшую характеристику шлифовальной шкурки – ее зернистость, о которой мы еще поговорим более подробно.
Подложка – бумажная или тканевая основа, на которую приклеивается абразивный материал. Ткань чаще применяют для лент, рулонов и некоторых видов шлифовальных дисков. Бумагу обычно используют для наждачных листов и большинства видов дисков. Наравне с бумажными и тканевыми подложками можно встретить варианты из полиэфирных материалов.
Связующее – слой клеящего вещества, удерживающего абразивные зерна. В качестве связующего используют мездровый клей, синтетическую смолу (более прочный вариант) или же комбинацию этих двух материалов.
Разбираемся в видах покрытияДля различных работ с деревом: его черновой обработки, подготовки к нанесению отделки, межслойного шлифования покрытий, полировки и т.д., традиционно используют следующие типы абразивов.
Оксид алюминия (электрокорунд). Отличается высокой плотностью и устойчивостью к раздроблению. Наиболее распространенный абразив для шлифовки дерева и металла. Рекомендован для шлифовки необработанной древесины.
Карбид кремния. В процессе работы кристаллы этого абразива раскалываются, образуя новые режущие кромки. Эта особенность зерен обеспечивает самозатачиваемость шкурки и препятствует ее быстрому засорению. Наждачку с покрытием из карбида кремния рекомендовано использовать для деликатной шлифовки, например, межслойного шлифования отделочных покрытий.
Гранат. Относительно мягкий минеральный абразив. Имеет способность к самозатачиваемости, но быстро изнашивается. Традиционно его используют для финишной шлифовки обработанной и необработанной древесины.
Алюмокерамика. Это оксид алюминия, прошедший дополнительную высокотемпературную обработку. Его абразивные свойства выше, чем у необожженного аналога. Отличается максимальной износостойкостью, оптимален для обработки дерева на различных этапах.
Как не ошибиться с зернистостью?Зернистость – важнейшая характеристика шлифовальной шкурки. Когда звучит избитый вопрос: какой наждачкой шлифовать дерево – обычно подразумевают не столько тип ее покрытия, характер связующего и т.д., а именно показатель зернистости.
От градации зернистости зависит пригодность наждачной бумаги к тому или иному виду работ. На первый взгляд все кажется просто, но на практике выбор нужной шкурки нередко усложняется путаницей в маркировке по номерам.
Так получилось, что на современном рынке в активном обиходе находится сразу несколько стандартов наждачки: международная классификация ISO 6344 (ей полностью соответствует новый российский ГОСТ Р 52381-2005), старая советская маркировка (ГОСТ 3647-80) и американский стандарт (CAMI).
ТАБЛИЦА: ВИДЫ ЗЕРНИСТОСТИ НАЖДАЧНОЙ БУМАГИ, НАЗНАЧЕНИЕ АБРАЗИВА, СООТНОШЕНИЕ МАРКИРОВОК
| Крупнозернистые абразивы | ||||
| Грубая обработка древесины | P40 | 40-Н | 40 | 400-500 |
| P46 | 32-Н | 50 | 315-400 | |
| P60 | 25-Н | 60 | 250-315 | |
| Первичная шлифовка Выравнивание деревянной поверхности | P80 | 20-Н | 200-250 | |
| P90 | 16-Н | 80 | 160-200 | |
| P100 | 12-Н | 100 | 125-160 | |
| P120 | 10-Н | 120 | 100-125 | |
| Подготовка твердых сортов дерева к отделке Финишная шлифовка мягких пород Шлифовка старой краски под покраску | P150 | 8-H | 150 | 80-100 |
| P180 | 6-H | 220 | 63-80 | |
| Мелкозернистые абразивы | ||||
| Финишная шлифовка твердых пород дерева Шлифовка между покрытиями | P240 | 5-Н, М63 | 240 | 50-63 |
| P280 | 4-Н, М50 | 40-50 | ||
| Финальная шлифовка отделочного покрытия Полировка | P400 | М40/Н-3 | 28-40 | |
| P600 | М28/H-2 | 360 | 20-28 | |
| Сверхтонкое шлифование Удаление микроцарапин | P1000 | М20/H-1 | 600 | 14-20 |
Что такое открытая и закрытая насыпка абразива?Исходя из особенностей нанесения абразивного материала, выделяют шкурки с открытой и закрытой насыпкой. Это еще один важный параметр, на который стоит обратить внимание при выборе наждачной бумаги для работы с деревом.
В наждачке с открытой и полуоткрытой насыпкой абразивные зерна покрывают от 40 до 60% рабочей поверхности. Разреженная насыпка зерен препятствует быстрому забиванию абразива древесной стружкой, смолой, краской и другими отходами. Такая наждачная бумага оптимальна для машинного шлифования, обработки дерева под покраску, работы с мягкими и смолистыми породами древесины.
В наждачной бумаге с закрытой или сплошной насыпкой абразивные зерна покрывают всю рабочую поверхность. Такая шкурка более эффективна при ручной шлифовке, работе с твердыми породами дерева, финишной полировке.
Как продлить жизнь абразива?По мере забивания стружкой и древесной смолой, а также износа абразивных зерен, наждачная бумага утрачивает свои рабочие свойства. Забитый абразив, особенно при машинной шлифовке, оставляет темные следы, спрессовывает волокна и лощит поверхность, из-за чего древесина плохо впитывает отделочный состав.
Чтобы абразивы работали дольше, начинайте работу с использованием более грубой шкурки, постепенно переходя на бумагу с более мелким зерном. Для мягких и смолистых пород дерева используйте шлифовальную шкурку с разреженной насыпкой и специальным стеаратным покрытием (сухой смазкой, предотвращающей быстрое засорение абразива).
При работе шлифовальной машинкой – не торопитесь. Перегрев поверхности приводит к размягчению связующего вещества и ускоряет износ абразивных зерен. Немаловажным фактором выступают и условия хранения шлифовального материала. Холод и критическая влажность могут привести его в негодность. Оптимальная температура хранения 15-25°С при относительной влажности воздуха 35-50%.
Как очистить наждачку от древесной пыли?Традиционно для очистки засорившегося абразива используют специальный чистящий брусок, изготовленный из натуральной резины.
Не менее успешно с этой задачей справится обрезок садового шланга или, как бы это нелепо не выглядело, изношенный кроссовок.
Все вышеуказанные методы очистки в большей степени актуальны для шлифмашинных абразивов. Для чистки же обычной шкурки можно использовать щетку с жесткой пластиковой щетиной.
Тест зернистости лепестковых шлифовальных кругов по дереву
В выходные протестировал в работе пять видов разных по зернистости лепестковых кругов по дереву. Здесь выкладываю фото отчет и комментарии по качеству шлифовки. Скоро появится видео.
Цель статьи помочь вам выбрать зернистость шлифовальных кругов для шлифовки сруба.
Диск лепестковый торцевой P25
Круг КЛТ 125-22 P25 (25 зернистость) — тест на качество обработкиКруг КЛТ 125-22 P25 (25 зернистость) — тест на качество обработки
Самая грубая фракция абразива. Грубее зерна на лепестковых кругах не бывает.
После шлифовки 25 зерном на поверхности остались хорошо видимые глубокие задиры.
Самый производительный съем материала — очень быстро и грубо шлифует.
Шлифовать получается быстро, легко, и как ни странно ощущение, что гораздо меньше пыли. Видимо частицы большие тяжелые и сразу оседают, эффекта облака не создаётся.
Диск лепестковый торцевой P40
Круг КЛТ 125-22 P40 (40 зернистость) тест на качество обработкиКруг КЛТ 125-22 P40 (40 зернистость) тест на качество обработки
Вторая зернистость по «грубости».
После шлифовки на поверхности остались не глубокие, но хорошо различимые задиры. На ощупь поверхность немного шершавая.
Производительность совсем немного ниже, чем у 25 го зерна. Шлифовать комфортно и быстро, так же как и 25 зерном.
Диск лепестковый торцевой P60
Круг КЛТ 125-22 P60 (60 зернистость) тест на качество обработкиКруг КЛТ 125-22 P60 (60 зернистость) тест на качество обработки
Шестидесятое зерно, по величине фракции находится посередине среди лепестковых кругов .
После шлифовки на поверхности дефекты все еще присутствуют. Задиры очень, очень мелкие, и с одного метра их уже не видно. На ощупь как будто поверхность гладкая, с мелкими дефектами.
Производительность у 60-го зерна кратно ниже. На этом зерне появляется облако мелкой пыли. Шлифовать необработанную поверхность по времени гораздо дольше чем 25- м или 40-м зерном.
Диск лепестковый торцевой P80
Круг КЛТ 125-22 P80 (80 зернистость) тест на качество обработкиКруг КЛТ 125-22 P80 (80 зернистость) тест на качество обработки
Восьмидесятое зерно, еще с более мелкой фракцией абразива.
Скорость шлифования по необработанной поверхности еще более медленное. В процессе работы создаётся большое облако мелкой пыли.
Качество шлифовки ближе к финишному. Задиров и царапин на поверхности нет, или они очень, очень мелкие. На ощупь поверхность гладкая.
На фото получилось так, что как будто заготовка в мелких царапинах, но в реальности их совсем не видно.
Диск лепестковый торцевой P100
Круг КЛТ 125-22 P100 (100 зернистость) тест на качество обработкиКруг КЛТ 125-22 P100 (100 зернистость) тест на качество обработки
Даже по фото круга видно, насколько зерно мелкое и как оно отличается от зерна Р80.
Круг лепестковый торцевой с зернистостью 100, шлифует без видимых дефектов. После обработки поверхности деревяшка на ощупь очень гладкая.
Скорость шлифования и скорость съема материала очень низкая. Большое облако пыли. Шлифовать сложно, надо вести болгарку плавно, не оставляя волн. Поскольку производительность низкая, все время хочется задержаться на одном месте или надавить, что приводит к образованию легких невидимых волн.
Алмазная чашка для шлифовки дерева
Чашка шлифовальная по дереву T125 с твердосплавленным напылениемЧашка шлифовальная по дереву T125 с твердосплавленным напылением
Относительно недавно в продаже появились алмазные «лепестковые круги». Первый раз я про них писал в статье про «насадки для ушм которые должен знать каждый мастер» в конце 2020 года.
Протестировав круг в работе могу сказать, что «чашка» не предназначена для шлифовки, т.к очень сильно вгрызается в материал. Одно не точное движение и на поверхности сильный задир, который тяжело исправить.
Зато она очень мне пригодилась для работ по черновому полу — я ей буквально за пару секунд убирал перепады больше сантиметра, и потом шлифовал обычным лепестковым кругом.
Выводы
Для идеальной шлифовки сруба нужно проходить двумя видами зернистости. Мне понравилось сочетание первый проход 25 зерном, второй проход зернистость Р 100.
Качество шлифовки визуально не отличаетсяКачество шлифовки визуально не отличается
Если идеальная шлифовка не требуется, и не хочется проходить два раза, то можно попробовать в работе лепестковый круг с зернистостью Р60
Видео
Заключение
Всем спасибо. Если знаете тему лучше, буду рад любым советам. Обязательно пишите комментарии, ставьте лайки или дизлайки, подписывайтесь на канал.
Статья написана для сайта www.instrument-59.ru . Пермский магазин инструментов на Краснополянской 12 , » Территория Инструмента» (ПМИК-ТИ).
Если вы из Перми приходите к нам за покупками в том числе за шлифовальными лепестковыми кругами. У нас их много разных видов по хорошим ценам.
Пишу из дома. На улице хмурое уральское лето. + 16С
Как выбрать зернистость шлифовального круга?
Шлифовальный круг — это режущий абразивный инструмент. Он может использоваться для ручной обработки поверхности или же для работы на станках или специальных шлифовальных приспособлениях. Например, у профессионалов востребован шлифовальный круг для точила с зернистостью, которая обеспечит максимально эффективное использование инструмента.
Шлифовальные круги подразделяются по многим параметрам. Обязательным для каждого вида является наличие абразивных материалов и связующих элементов.
Зерна абразивного материала могут быть выполнены из:
- карбида кремния;
- алмаза (искусственного или природного);
- электрокорунда;
- эльбора.
Именно зернистость шлифовальных кругов определяет их основное функциональное назначение. Абразивный материал срезает микроскопическую стружку с деталей или материала. Что касается связки, то она может иметь искусственное или природное происхождение. Назначение связки — прочно скреплять зерна между собой.
Кроме того, на поверхности шлифовального круга обязательно имеются поры. Благодаря пространству, не заполненному связкой — микроскопическим порам, на поверхности и образуется шероховатость. Некоторые производители наделяют шлифовальные круги специфическими пропитками для снижения температуры в зоне обработки. Такие инструменты называют «импрегнированными».
Зернистость шлифовальных кругов
Выбор зернистости шлифовальных кругов зависит от тех требований, которые предъявляются к чистоте обработанной поверхности. На каждом шлифовальном круге есть обозначение (маркировка).
Именно маркировка помогает правильно выбрать наждачный инструмент или точило для выполнения той или иной задачи.
Зернистость шлифовальных кругов для дерева и для металла отличается, поэтому от правильно выбранной модели зависит качество обработки.
Если на поверхности обрабатываемого материала или инструмента имеются грубые штрихи или просматриваются зазубрины, значит, при выборе зернистости круга была допущена ошибка.
Самыми востребованными на рынке специфического инструментария стали:
- круг шлифовальный зернистость 120;
- круг шлифовальный зернистость 60;
- круг шлифовальный зернистость 100.
Выбор зернистости определяется видом шлифования конкретной степени чистоты поверхности, а также режимом шлифования.
Таблица зернистости шлифовальных кругов
Как выбрать зернистость шлифовального круга? Она подбирается в зависимости от типа операции. Она может быть получистовой или чистовой.
Черновое шлифование предполагает использование кругов с достаточно крупными фракциями зерен. Чистовая обработка материала или инструмента требует более мелких фракций.
Кроме того, выбор шлифовального круга зависит также от технических особенностей режущего инструмента и режима заточки.
Классификация шлифовальных кругов по зернистости
Технические особенности шлифовального круга зависят от степени зернистости.
Классификация по зернистости
Степень зернистости определяет количество снимаемого материала. Например, высокая зернистость лепестковых шлифовальных кругов дает возможность обрабатывать даже крупногабаритные металлические трубы. А для обработки дерева подбирается инструмент с меньшей степенью зернистости.
Круги шлифовальные абразивные с зернистостью разной степени требуются для:
- предварительных операций с большой глубиной резания;
- обтирочных операций;
- обработки алюминия, латуни и меди.
Крупнозернистые модели используются при плоском шлифовании торцом круга, а также при внутреннем шлифовании. Как правило, крупнозернистые инструменты нужны для работы на станках с особенно высоким коэффициентом жесткости и мощности.
Среднезернистые и мелкозернистые круги используются для:
- обработки твердых сплавов;
- обработки закаленных сталей;
- финишного шлифования;
- заточки инструментов.
Среднезернистые и мелкозернистые круги требуются в том случае, если предъявляются особенно высокие требования к точности обрабатываемого профиля.
Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Ранее классификация шлифовальных кругов по зернистости соответствовала ГОСТ 3647.
Поскольку на рынке представлены инструменты разных видов, в том числе, и выпуска прежних лет, обе классификации шлифовальных кругов по зернистости по-прежнему актуальны.
Таблица зернистости шлифовальных кругов по старым и нынешним стандартам
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Обозначение зернистости шлифовальных кругов позволит сделать грамотный выбор инструмента, что определит качество выполняемой работы в целом.
Маркировка инструментов
От зернистости абразивов напрямую зависит чистота формируемой поверхности. Зерно может иметь форму сростков или мелких осколков кристаллов произвольной формы. Выпускаются также образцы, в которых зерно имеет форму кристалла.
Зерно шлифовального круга имеет три основных параметра:
Однако в большинстве существующих классификаций специалисты оперируют только шириной как определяющим фактором. Размер зерна шлифовального круга определяет количество металла (или иного материала), которое снимается за один проход и общая производительность шлифования.
Детальная маркировка шлифовальных кругов включает в себя:
- тип;
- размер;
- вид абразивного материала;
- степень твердости;
- номер зернистости;
- структуру;
- максимальную скорость обработки;
- характер связки;
- уровень точности;
- степень неуравновешенности.
Следует отметить, что ГОСТ зернистости шлифовальных кругов на рынке представлен в разных редакциях. Они касаются в основном обозначения зернистости и марки абразива. В связи с этим производители иногда маркируют по-разному свою продукцию. Кроме того, на рынке можно встретить модели, которые имеют и новые обозначения, и старые.
Что касается маркировки шлифующих материалов, то она состоит из определенной комбинации букв и цифр. Согласно нормативам ГОСТа 28818-90, электрокорунд нормальный получил в профессиональной среде следующую маркировку: 12А; 13А; 14А; 15А.
Расшифровка зернистости шлифовальных кругов достаточно проста, специалистам на производстве она понятна. Суть ее состоит в следующем: чем больше численное наименование в префиксе, тем, соответственно, лучше качество шлифующего материала.
Это значит, что максимально высокая твердость достигается минимизацией ненужных примесей. От этого и зависит высокий коэффициент режущей способности материала. Подобрать подходящей зернистости шлифовальный круг Вы можете перейдя в наш каталог.